 2015-05-05
2015-05-05 1710
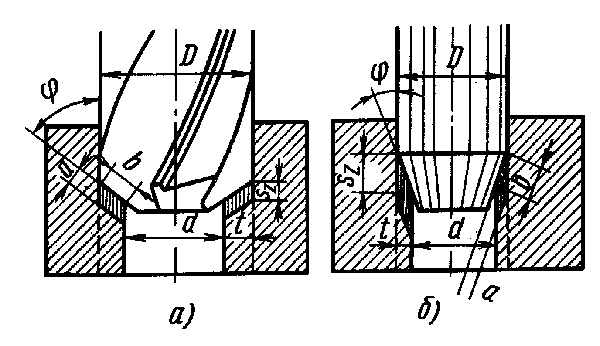
1710Зенкерование - это процесс чистовой обработки отверстий, обеспечивающий точность по 7...9-му квалитетам и шероховатость поверхности Ra 1,25...0,63.
Зенкерование. Для получения отверстий высокой точности и качества обрабатываемой поверхности применяют зенкерование. Рисунок - б). Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают непосредственно после сверления.
Чем больше диаметр обрабатываемого отверстия, тем меньше скорость резания при одинаковой подаче, а при увеличении подачи скорость резания снижают.
Зенкера. По форме обрабатываемого отверстия зенкера подразделяют на цилиндрические и конические. Ручные и машинные развёртки состоят из трёх основных частей: рабочей, шейки и хвостовика. Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
Безопасность труда. При развёртывании отверстий необходимо выполнять те же ТБ, что и при сверлении.
Возможные дефекты просверленных отверстий 1. Диаметр просверленного отверстия немного большее диаметра сверла. Причины: режущие кромки сверла неодинаковой длины. Дефект неисправим. 2. Ось отверстия не совпадает с осью детали.
Причина: увод сверла в сторону в начале сверления. Дефект неисправим.
3. Диаметр отверстия больше диаметра сверла и коническое дно ступенчатое. Причина: неодинаковые длина и наклон режущих кромок и оси сверла. Дефект неисправим. И т.д.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающей жидкостью;
Заточку выполняют в защитных очках (если на станке нет прозрачного экрана).
Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки.
Безопасность труда. При работе надо: правильно установить, надёжно закрепить заготовку на столе станка и не удерживать их руками в процессе обработки; не оставлять ключа в сверлильном станке после смены режущего инструмента;
не браться за вращающийся режущий инструмент и шпиндель; не работать на станке в рукавицах; использовать трап.
 Зенкование.
Зенкование.
Зенкование - это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.
Инструмент для зенковании. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
Зенковки бывают; цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4...8 зубьев и хвостовика; коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов.
| Просверливаемый материал | Рекомендуемая охлаждающая материал жидкость |
| Сталь | Мыльная эмульсия или смесь минерального и жирных масел |
| Чугун | Мыльная эмульсия или обработка всухую |
| Медь | Мыльная эмульсия или сурепное масло |
| Алюминий | Мыльная эмульсия или обработка всухую |
| Резина, эбонит, фибра | Обработка всухую |
Раздел 1. Слесарные работы

