 2015-01-30
2015-01-30 1978
1978Картер сцепления нельзя разукомплектовать с блоком цилиндров, так как при изготовлении центрирующие поверхности окончательно обрабатываются после сборки этих деталей. Поэтому при КР (при их разукомплектовании) необходима их расточка в сборе.
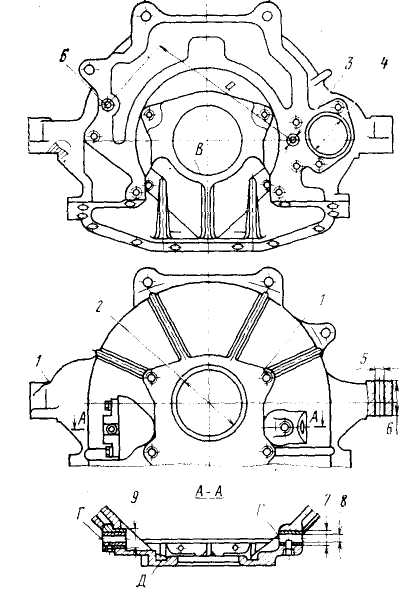
Рис. 5.1. Основные дефекты картера сцепления
При наличии трещин, проходящих более чем через одно отверстие крепления коробки передач или центрирующее отверстие, а также при наличии трещин, захватывающих более 1/2 периметра сечения лап, картер бракуют.
Трещины другого характера, а также обломы устраняют электродуговой сваркой. Трещины, проходящие через поверхности, не несущие нагрузок, устраняют заделкой их синтетическими материалами.
Изношенное центрирующее отверстие картера растачивают до 0 166,0+0,04 мм, затем протачивают выточку до 0 168,0 мм на глубину 2,5 мм, запрессовывают в полученное отверстие ДРД и растачивают ее до 0 160,0+0,08 мм, используя в качестве базовой поверхности постели под коренные вкладыши блока цилиндров (допускается наплавка изношенного отверстия с последующей обработкой).
Износ установочных отверстий до 0 более 18,10 мм устраняют заваркой или постановкой ДРД с последующей обработкой под размер рабочего чертежа 0 18,0+0,0036 мм. Износ отверстия под стартер до 0 более 82,15 мм устраняют заваркой его или постановкой ДРД с последующей обработкой под размер рабочего чертежа 0 82,0+0,07 мм.
Износ отверстий в опорных лапах до 0 более 20,5 мм устраняют развертыванием их с последующей постановкой ДРД и развертыванием под размер рабочего чертежа – 0 20,0+0,28 мм.
При износе опорных лап по высоте до размера менее 68,0 мм картер сцепления устанавливают в приспособление горизонтально-фрезерного станка, фрезеруют плоскости торцов на двух лапах «как чисто», цекуют отверстия в лапах до 0 35,0 мм на глубину не менее 10 мм и зенкуют фаску 2X45°. В полученное отверстие устанавливают втулку и приваривают ее сплошным швом электродами УОНИ 13/55. Этими же электродами наплавляют торцовые поверхности или приваривают накладки, затем фрезеруют плоскости торцов до размера 70 мм.
Ослабление посадки втулки вала вилки выключения сцепления и износ отверстия в этой втулке до Д более 25,20 мм устраняют ее заменой. При этом отверстие развертывают под один из двух ремонтных размеров Д 30,25+0,045 или 30,50+0,050 мм с последующей запрессовкой ремонтных втулок, и развертыванием их под размер рабочего чертежа.
Износ отверстия под шейку фланца вилки выключения сцепления до 0 более 42,10 мм устраняют постановкой ремонтных втулок с диаметрами 42,2+0,05 или 42,4+0,05 мм.
После ремонта к картеру сцепления предъявляют следующие основные технические требования:
5.6.2. Восстановление ведомого диска сцепления.
Основными дефектами диска сцепления (рис. 5.2) являются:
1 — обломы и трещины;
2 — износ фрикционных накладок;
3 — износ отверстия под ступицу;
4 — износ впадины шлицев;
5 — ослабление заклепок крепления ступицы;

