 2015-05-05
2015-05-05 3008
3008| Порядок выполнения | Инструктивные указания и пояснения |
| Нарезание резьбы в сквозных отверстиях | |
| 1. Подготовить заготовку к нарезанию резьбы | Подобрать по таблице резьб сверло, соответствующее заданному размеру резьбы, и закрепить его в патроне станка. Просверлить отверстие в заготовке насквозь. Раззенковать отверстие на 1,0-1,5 мм зенковкой 90 или 120° с одной или с двух сторон (по чертежу) |
2. Нарезать резьбу в отверстии

| Подобрать метчики в соответствии с требованиями чертежа. Смазать рабочую часть первого (чернового) метчика маслом и вставить его заборной частью в отверстие строго по его оси. Надеть на квадрат хвостовика метчика вороток и нажимая правой рукой на метчик вниз, левой рукой вращать вороток по часовой стрелке до врезания метчика в металл на несколько ниток. Нарезать резьбу, вращая метчик за рукоятку воротка по часовой стрелке на один-два оборота и на пол-оборота обратно для срезания стружки до полного входа метчика в отверстие. Вывернуть метчик обратным ходом и прорезать резьбу вторым (калибрующим) метчиком. |
| 3. Проверить качество резьбы | Проверить резьбу внешним осмотром. Не допускаются задиры и сорванные нитки. Проверить резьбу резьбовым калибром-пробкой: проходкой конец навинчивается, не проходной - не навинчивается |
| Нарезание резьбы в глухих отверстиях | |
| 1. Подготовить заготовку к нарезанию резьбы | Подобрать сверло по таблице резьб разметить и просверлить отверстие не заданную глубину. Раззенковать отверстия на 1,0-1,5 мм зенковкой 90 или 120°. |
2. Нарезать резьбу в глухом отверстии

| Подобрать метчики и закрепить заготовку в тисках. Нарезать резьбу в отверстии первым метчиком, применяя приемы, указанные выше. После каждых двух-трех рабочих оборотов вывертывать метчик из отверстия и очищать отверстие от стружки. Подобным образом нарезать резьбу вторым метчиком комплекта. |
| 3. Проверить качество резьбы | Ввернуть в нарезанное отверстие контрольный болт или шпильку. Если болт (шпилька) ввинчивается легко, без качания, до дна - резьба в отверстии нарезана правильно. Если болт завинчивается очень туго или совсем не завинчивается, прорезать резьбу в отверстии вторым метчиком повторно. Точную резьбу проверить резьбовым калибром-пробкой. |
22. Для резьбонарезания применяют метчики, плашки, резцы, гребёнки, резьбовые фрезы и шлифовальные круги.
23. Опиливанием называют метод размерной обработки заготовок напильником.
24. Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т.п.). Опиливание применяют и для подготовки сопряженных поверхностей деталей на месте сборки изделия.
25. Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.
26. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закалённых брусков, имеющих различные профиль поперечного сечения и длину.
27. Напильник имеет рабочую часть 2 и хвостовик 3 рис.7. Оттянутую часть называют носком I. На рабочей части различают узкую сторону, широкую сторону и ребро. Зубья напильник получают насеканием, фрезерованием, шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насечённые зубья более прочны. Напильники изготавливают с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую и радиусную) кромку - одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой.
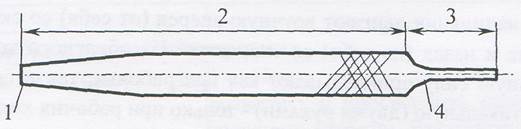
Рис.7. Схема и основные части напильника
28. Слесарные напильники общего назначения обычно имеют двойную насечку - основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки.
29. Номер насечки означает число основных насечек на длине 10 мм, т.е. шаг насечки. Шагом насечки определяется объем стружечного пространства. Слесарные напильники общего назначения имеют шесть номеров насечек - от нуля (наибольший шаг) до 5 (наименьший шаг).
30. По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные.
31. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400.
32. Напильники маленьких размеров называют надфилями.
Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как у напильников общего назначения. Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров. Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм.
33. Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У15 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRC.
34. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми и медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений.
35. Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками. Трехгранные напильники удобны при обработке острых углов в пазах, а такие трехгранных и многогранных отверстий. Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками. Вогнутые и плоские — полукруглыми; узкие фасонные поверхности, прорези и канавки — ромбическими.
36. Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным).

