 2015-05-05
2015-05-05 597
597и технологичность процесса формовки СЕЙАТСУ.
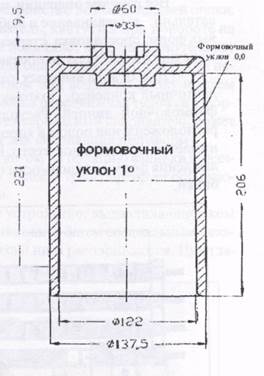
Корпус плунжерного насоса изготавливается на формовочной линии ф. HWS в Швеции на фирме Flygt. Формовка осуществляется по методу СЕЙАТСУ без стержня. Внутренняя полость отливки образуется земляным болваном. Литейные уклоны внутренней поверхности, образуемой болваном, составляют 1°. Наружная цилиндрическая поверхность формуется без литейного уклона. Качество форм получается высоким. Общий брак отливок не превышает 2,5 %.
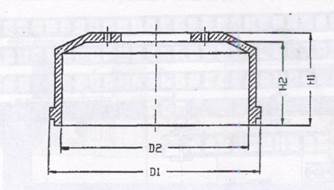
 На примере формовки тормозного барабана автомобиля наглядно видно преимущество формовки по методу СЕЙ-АТСУ в сравнении с традиционным методом формовки в России -встряхиванием с под-прессовкой. Допуск разброса размера наружнего диаметра барабана D1 сузился с 1,6 до
На примере формовки тормозного барабана автомобиля наглядно видно преимущество формовки по методу СЕЙ-АТСУ в сравнении с традиционным методом формовки в России -встряхиванием с под-прессовкой. Допуск разброса размера наружнего диаметра барабана D1 сузился с 1,6 до
0,6 мм, внутренний D2 с 2,0 до 0,6 мм. Допуск на размеры внутренней высоты Н2, образуемой земляным болваном, при формовке уменьшился с 1,3 до 0,2 мм. Разброс по массе уменьшился с 1,4 до 0,4 кг.








