 2015-05-05
2015-05-05 675
675Рекомендуется в стержневой ящик подводить газ таким образом, чтобы газ кратчайшим путем проходил через стержень. Благодаря этому время затвердевания стержня резко сокращается. В массивных стержнях газ можно подводить через вкладыши, устанавливаемые внутри стержневого ящика.
Для многогнездных стержневых ящиков газ следует подводить через специальную плиту с щелевым газоподводящим каналом или с системой каналов, совпадающих с вдувными отверстиями стержневого ящика, что позволяет продувать одновременно несколько стержней. При изготовлении стержней, надуваемых на пескострельной машине в горизонтальном положении, для подачи в стержень углекислого газа используются имеющиеся отверстия.
Некоторые особенности продувки аминного катализатора и чистого воздуха
Поскольку амин и воздух для очистки продуваются с большими скоростями в процессе изготовления стержня, необходим правильный выбор конструкции подводящих зон, диаметров и расположения вдувных отверстий и отводящих вент. Недостаточная площадь для подачи и отвода газов уменьшает скорость отверждения. Неудачное место расположения также приводит к уменьшению скорости и может явиться причиной перерасхода амина, когда он идет преимущественно через тонкие части стержня и должен обеспечивать отверждение его объемных частей (проходя сначала узкие части стержня).
Суммарная площадь подвода и отвода газа
С позиции продувки, если рассматривать только скорость отверждения, целесообразно обеспечивать достаточно большую площадь подвода. Лимитирующим здесь являются затраты на сверление отверстий и возможное ослабление конструкции стержневого ящика. Слишком малая площадь подвода приводит к уменьшению скорости отверждения и "забиванию" вдувных отверстий.
С позиций выдува (отвода) площадь вент, отводящих газы, не должна превышать суммарную площадь вдува и обычно она доставляет 70% площади вдува.
Конфигурация стержня оказывает влияние как на площадь вдувных отверстий, так и на площадь отводящих вент. Если конфигурация стержня позволяет увеличить площадь прохождения газа, то это приводит к увеличению скорости отверждения.
В случае изготовления простых ло конфигурации стержней (кусковые, объемные) площадь впускного отверстия в 3,5 см2 на 1 кг смеси допускает использование проволочных вент. В таблице приведены сведения по площадям открытых поверхностей вдува и выдува для различных по конструкции вент и сопел.
| Вдувные сопла и трубы | Площадь вентиляции через зазоры в толкателях | |||
| Внутр. диаметр, мм | площадь, мм2 | диаметр, мм | зазор, мм | площадь, мм2 |
| 50,8 38,0 31,0 | 2000 1140 790 | 0,5 0,25 0,12 | 20 10 | |
| 25,4 22,2 19,0 | 500 380 280 | 0,5 0,25 0,12 | 7,5 3,7 | |
| 15,8 14,2 12,3 | 200 160 130 | 0,5 0,25 0,12 | 2,5 | |
| 9,5 7,9 6,4 | 70 50 30 | 0,5 0,25 0,12 | 2,5 1,25 |
| Прорезные венты | Сетчатые венты | Газоподводящие сопла, площадь вентиляции * | ||
| наружный диаметр, мм | площадь, мм2 | площадь, мм2 | диаметр сопла, мм | площадь, мм2 |
| 25,4 | 7,8 | 25,4 | ||
| 19,2 | 19,2 | |||
| 15,8 | 15,8 | |||
| 12,5 | 12,5 | |||
| 9,5 | 9,5 | |||
| 6,3 | ||||
| 6,3 | — | — |
Примечание: 1) Исходные данные: сетчатые венты - рабочее сечение 40% от общей площади венты
штампованные из листа - рабочее сечение 20% от общей площади прорезные венты - рабочее сечение 13% от общей площади
2) * - зазор по диаметру 1,6 мм.
Диаметры вент.
На выбор величины диаметра вент существенное влияние оказывает внутренняя конфигурация стержневого ящика. Ниже приводятся рекомендации общего порядка исходя из опыта предприятий, использующих процесс «Cold-Box» при изготовлении стержней.
При изготовлении небольших по весу стержней (0,5 кг и меньше) обычно используют венты диаметром 12 мм и меньше. Там, где располагаются массивные части стержня, применяют венты диаметром от 15 до 50 мм, если позволяет внутренняя конфигурация стержня. Для простых по форме стержней (кусковые и т.п.) можно использовать стандартизованные венты одного типоразмера. Для ребристых и сложных по конфигурации стержней используют, как правило, венты диаметром от 3 до 20 мм.
Расположение вдувных вент
Оптимальным техническим решением считается расположение вдувных вент со стороны заполнения стержневого ящика смесью. Система отвода газа должна быть спроектирована таким образом, чтобы расположение мест подвода газа гарантировало его прохождение через весь массив стержня. Примером удачного расположения подводящей зоны для случая простого "кускового" стержня является расположение вдувных вент на расстоянии не более 5 см между их центрами.
|
В зоне контакта стержня с отливкой может быть использована комбинация пустого канала для подвода газа и расположения толкателя, как для продувки, так и для удаления остатков смеси через вдувное сопло. Диаметр толкателя должен быть по крайней мере на 3...3,5 мм меньше, чем отверстие в ящике, чтобы воздух свободно проходил через него.
Поскольку вдувные сопла используются как элементы системы вентилирования, дополнительное вентилирование, необходимое для доведения общей площади подвода до требуемого уровня, в основном должно охватывать выступающие части стержня.
Смесь воздуха с катализатором должна иметь легкий доступ практически ко всем участкам стержня. Обычно это требование предполагает, что газ должен проходить сплошным потоком через стержень в радиусе около 25 мм от точки его подвода. Это означает, что венты диаметром 15 мм, расположенные на расстоянии 50 мм между своими центрами, будут хорошо продувать весь массив стержня. Большие, чем 50 мм, расстояния не будут препятствовать процессу отверждения, однако явятся причиной увеличения времени отверждения и расхода газа.
|
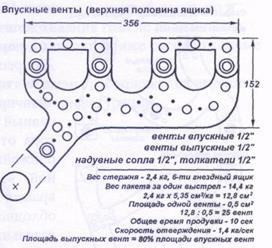
При изготовлении несложных стержней часто используются простые по конструкции и одинаковые по размерам вдувные сопла и венты. На рисунке приведен пример расположения вдувных сопел, впускных и выпускных вент для стержня, отверждаемого за 10 сек. В случае, когда стержень имеет различные по величине сечения, рекомендуется концентрировать большие зоны подачи напротив этих сечений в глубине ящика с последующим поступлением катализатора в более тонкие сечения. В случае стержневых ящиков с массивными частями как в верхней, так и в нижней половине, требуется комбинация этих принципов для обеспечения оптимального расположения вент.
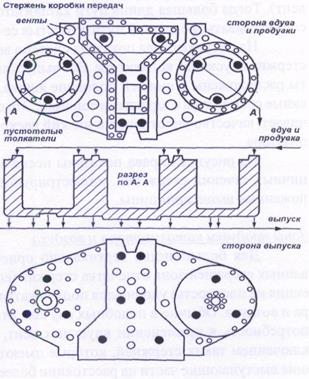
Примером подобной комбинации для надлежащего размещения вент является стержень корпуса коробки передач с массивными и глубокими карманами (см. рис.). Так как плоскость поверхности со стороны вдува сильно ограничена, вдувные венты должны быть сосредоточены именно здесь. Если прямо под поднутре-
ниями имеются сложные сечения, вдувные венты (или даже вдувные сопла) могут быть направлены к их середине, но должно быть обеспечено обтекание их газовым потоком. Стержень, показанный на рисунке, имеет вес 16 кг, продолжительность продувки составила 10 сек.
|
Расположение выпускных вент

|
После того, как определено место расположения впускных вент, устанавливается место расположения выпускных таким образом, чтобы обеспечить "баланс" газового потока, проходящего через стержень. Для решения этой задачи нужно обеспечить приблизительно равный путь катализатора от впускной до ближайшей выпускной венты, предотвращая таким образом обходной, менее желательный путь для катализатора.
У стержней с
|
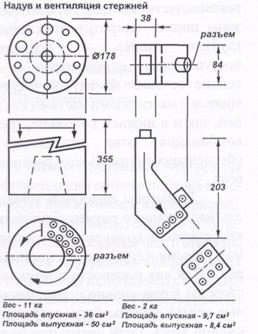
однородным сечением (прямоугольник, квадрат, круг) это достигается установкой впускных и выпускных вент таким образом, чтобы они не были расположены друг против друга. При изготовлении стержней сложного профиля и конфигурации, которые имеют как тонкие сечения, так и утолщения, эту проблему решить более сложно. Здесь следует учитывать, что газ будет всегда выбирать более короткий путь из зоны высокого давления (у вдувных вент) к зоне пониженного давления (у выпускных вент). Тогда большая длина пути катализатора в тонких сечениях будет в какой-то мере согласовываться с длиной пути в толстых сечениях. На рисунке слева показана система вент для стержня впускного коллектора. Все выпускные венты расположены в нижней половине ящика, а впускные совмещены с вдувными соплами. Это обеспечивает качество уплотнения и низкий расход катализатора.
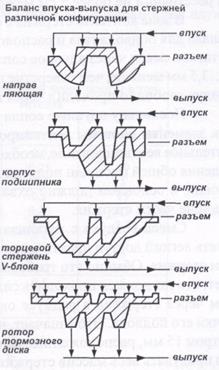
На рисунке справа показаны несколько типичных сечений стержней, иллюстрирующих изложенные выше принципы.
Зоны продувки катализатора и воздуха
Для большинства вертикально ориентированных стержней зона отпечатка стержня (его проекция на плоскость) удобна для подачи катализатора и воздуха. Обычно в подобных случаях отпадает потребность в применении впускных вент, за исключением таких стержней, которые имеют большие выступающие части на расстоянии более 50 мм
ключением таких стержней, которые имеют большие выступающие части на расстоянии более 50 мм от места расположения вдувного отверстия. В таких случаях для ускорения процесса отверждения устанавливают вдувные венты на расстоянии 50 мм между их центрами.
Расположение выпускных вент
В подавляющем большинстве случаев выпускные венты устанавливают в наиболее отдаленных от впускных вент местах.
При изготовлении простых по форме стержней выпускные венты располагаются в нижней части ящика; при изготовлении сложных - не только в нижней части, но и местах утолщения или выступах. Таких вент по пути следования газа не должно быть много, т.к. это может привести к тому, что из-за потери давления ниже расположенные части стержня не затвердеют.
На рисунке справа приведены проверенные на практике схемы расположения впускных и выпускных вент при изготовлении стержней различной конфигурации.
* Из практических рекомендаций литейщикам США.
* * *








