2015-05-05
2015-05-05 1247
1247Имеющийся в литейном цехе традиционный метод изготовления стержней - ручная формовка песчано-глинистой стержневой смеси на крепителе-лигносульфонате с последующей сушкой в печи не обеспечивал изготовление стержней для 2-х деталей малогабаритного дизеля В6Д, которые с момента начала производства завод закупал на одном из предприятий. Это приводило не только к финансовым издержкам, но и к простоям в производстве из-за нарушения сроков поставок и повышенного брака отливок. На протяжении ряда лет мы искали варианты изготовления этих отливок в литейном цехе нашего предприятия. Наконец, по опыту ОАО «Протон-Пермские моторы» был приобретен пескострельный стержневой комплекс на базе автомата LL-20 фирмы «LAEMPE».
Проектирование участка изготовления стержней на пескострельном автомате LL-20 осуществлялось в соответствии с инструкцией № 305Е Союза немецких литейщиков, в которой изложены требования по организации такого участка. Были спроектированы:
- система вентиляции участка согласно планировке и требований контракта, кроме вытяжки от скруббера и приточных систем с калориферами для обеспечения температурного режима на участке;
- вентиляция склада хранения готовых стержней и расположенных рядом подвалов и тоннелей.
Вытяжная вентиляция выполнена в двух вариантах: рабочая и аварийная; т.е. в случае превышения ПДК по амину вентиляция должна включиться автоматически по сигналу от датчиков контроля концентрации амина в воздухе. В России датчики концентрации амина в воздухе не выпускаются. Потребовалось решать проблему перетарировгния импортных датчиков.
- система подачи воды к скрубберу и раковине для мытья рук (чтобы смыть при попадании на кожу рук химических веществ техпроцесса), сброс отработанной воды.
Установка пескострельного автомата выполнена в соответствии с планировкой и рекомендациями фирмы «LAEMPE». Чертежи эстакады были переработаны отделом главного механика завода на соответствие материалам и сортаменту по стандартам России. Двутавровое сечение балок заменено на коробчатое, что выглядит более эффектно. Над рабочей зоной машины спроектирован и смонтирован монорельс грузоподъемностью 5 00 кг, с помощью которого производится замена стержневых ящиков на столе автомата, Доработка направляющих раздвижных дверей была проведена специалистами ф. «LAEMPE» при шефмонтаже автомата
Для обеспечения стержневого комплекса сжатым воздухом выполнено две схемы:
а) заводская сеть с осушителем воздуха на территории цеха по проекту института, проектировавшего корпус цеха;
б) автономное питание от компрессоров установленных в цехе.
Первоначально было куплено 2 компрессора К-6 производительностью 1 м3/мин. Рабочие параметры одного компрессора не могли обеспечить стабильного выполнения технологического процесса при работе с ящиками, в которых вес получаемого стержня превышал 3 кг. Наблюдалось резкое падение рабочего давления при продувке смеси амином, что приводило к прерыванию технологического цикла. Для обеспечения выполнения технологического процесса приходилось включать второй компрессор. Кроме того, данные компрессора не устраивали эксплуатационников по техническим причинам.
В настоящее время завершается монтаж компрессора ВВ-б/9 Пензенского ОАО «Компрессорный завод» производительностью 6 м3/мин.
С автономной системы задействовано питание сжатым воздухом автомата, скруббера и систем сушки и подачи песка, что позволяет при необходимости обеспечить работу участка в двух- и трех смен ном режимах, а также и в выходные дни без привлечения многих рабочих и заводской сети подачи воздуха
Вариант обеспечения участка сжатым воздуха от автономных компрессоров стал основным, т.к. заводская сеть не обеспечивала постоянной стабильности давления в пределах блокировок автомата
Осушение воздуха производится г помощью осушителя IN-346 производительностью 4,2 м3/мин, полученного со стержневым комплексом от ф. «LAEMPE».
Обе схемы снабжения сжатым: воздухом участка спарены перед осушителем IN-346, что позволило без особых проблем осуществить подключение к сети компрессора ВВ-б/9.
От применения ресиверов служба главного энергетика завода отказалась из-за
необходимости обязательной регистрации их в РГТИ.
Для запуска автомата и его эксплуатации было закуплено 26 тонн промытого, просушенного песка аналогичного марке 2К202020.
Получение сухих промытых песков с карьеров, производящих формовочные пески, для нас затруднительно, т.к. литейный цех не имеет возможности принимать грузы в вагонах-хопрах, в которых отгружается песок с большинства карьеров. Решили проблему закупкой мытого сырого песка марки 2К202025 (ГОСТ 2138-91) в полувагонах у ОАО «Форммат», п. Балахна Нижегородской области.
Подготовка песка организована следующим образом: из отсеков склада песок подается к печи сушки песка, которая была изготовлена слециалистами нашего завода. Таких сушильных печей у нас три. Из печи песок поступает в кюбель, а затем в бункер приемной системы трубчатых цепных конвейеров модели КСТ 114. Разработчиками и изготовителями являются ЗАО «Контек», г. Москва.. Конвейером песок подается непосредственно в бункер над автоматам. Электрическая часть проекта конвейера была разработана в отделе автоматизации и механизации нашего предприятия.
Пульт управления трубчатым конвейером смонтирован рядом со стержневым автоматом. Пульт управления имеет автоматический режим управления работой системы конвейеров, чюбыконвейе-ры останавливались в пустом состоянии.
Материалы для технологического процесса «Cold-Box-Amin» поставляет ООО «Полион-П».
Подача связующего и полиизоцианата осуществляется прямо из бочек, полученных от поставщика. Для подачи триэтиламина в газогенератор автомата конструкциейпредусмотреньткани-стрысемкостью 8 кг (10литров). ООО Полион-П» осуществляет разливку триэтиламина в такие канистры, что позволяет исключить прямой контакт рук работающего на автомате с данным материалом.
Для нанесения разделительного состава на рабочие поверхности стержневых ящиков в процессе работы используются набор краскопультов для автомобилистов производства Италии, который включает в себя: краскопульт, шланг с посадочными штекерами, подходящими к панели автомата. Другие приспособления комплекта используются для нанесения антипригарных покрытий.
Клей-расплав пока не применяется, так как по данным производителя «живучесть» клея составляет всего несколько секунд. Для возможности его применения в настоящее время спроектирована и изготовляется специальная переносная электропечь с резервуаром для клея небольшого объема. Отмывающий состав ящиков также пока не применялся ввиду отсутствия в этом необходимости.
Первые партии деталей «корпусов» из алюминиевого сплава показали удовлетворительные результаты и по качеству литья, и по чистоте поверхности отливок. В связи с этим не было необходимости в применении противопригарных красок для отливок из Ал-сплава. Для отливок из различных марок сталей и чугуна получены отдельные компоненты самовысыхающих красок и ведется техническая подготовка (по приготовлению, оборудованию, методики нанесения, инструкций по технике безопасности при выполнении операций и т.п.).
Входной контроль проводится пока только для песка. Для входного контроля других материалов нет методик и необходимого оборудования.
Для оформления приемки участка автомата ф. "LAEMPE" в эксплуатацию Государственными органами потребовалось решить проблему утилизации отходов использованных стержней и неотработанной стержневой смеси. По договору с ООО «Дистен-М» были получены материалы по экологическим аспектам технологического процесса и «Инструктивные материалы по технологии изготовления стержней и форм по процессу «Cold-box».
Была разработана Карта типового технологического процесса изготовления стержней на пес-кострельном автомате LL-20. В данном документе отражены требования к технике безопасности при работе на автомате и при выполнении подготовительных операций. Также подробно описаны все действия стерженщика, мастера, наладчика по подготовке автомата к работе и в процессе работы. Разработаны: временный техпроцесс на сборку, заливку и выбивку формы для детали «Корпус» и инструкции по эксплуатации скруббера и приборе в.
В настоящее время внедрено два комплекта стержневых ящиков: 8 ящиков на деталь «Корпус» и 4 ящика на деталь «Головка 11илиндров». 10 ящиков изготовлено из алюминиевого сплава и два - из стали.
Другие материалы для данных комплектов ящиков не рассматривались, так как по нашему мнению получить качественную сборку в пакет такого количества стержней, изготовленных в ящиках из разных материалов, будет затруднительно (из-за различных коэффициентов расширения материалов).
Для уменьшения затрат и ускорения изготовления ящиков пескострельные и продувные сопла были изготовлены в виде конусов, остающихся на стержне с последующим отламыванием и зачисткой.
Для обеспечения качественного получения стержня существует соотношение между площадью сопел и площадью вент, но для каждого стержня практически потребовался индивидуальный подход к определению соотношения и расположения в стержневом ящике вдувных сопел и вент.
Нами применяются венты двух типов: прорезные с шириной щели 0,2 мм: и в виде пробок с канавками шириной 0,2 мм. В ряде случаев роль вент играют толкатели, выполненные в виде многогранника со срезами от диаметра, равными 0,2 мм (размеры прорезей и канавок обусловлены параметрами зерен применяемого нами песка). Применяются щелевые каналы по разъему ящиков (до 0,2 мм). При проектировании расположения сопел и вент рекомендуется учитывать наличие препятствий для протекания стержневой смеси и газа-кагализагора. Также необходимо предусмотреть возможность для выхода воздуха из глухих карманов.
Несколько примеров из нашего опыта:
1. В первом комплекте стержней 4 боковых стержня имеют рабочую глубину от 60 до 80 мм и рекомендованную фирмой "LAEMPE' стенку стержня 30мм. В ящиках это уменьшение произведено в виде болванов на крышках, в которых выполнены сопла Первоначально было заложено одно сопло. При испытаниях первого же ящика стало ясно, что рабочий контур стержня получается, а опорные стенки, закрываемые болванами, не имеют нужного качества. В торцах стенок были выполнены добавочные сопла и выявленные недостатки в стержнях были устранены
2. На боковом ящике, на рабочем контуре выполнены 2 бобышки, соединенные ребром высотой 20-25 мм, которые были удалены от сопла. Весь рабочий контур получался без замечаний, а в зоне, закрываемой этими бобышками и ребром сопла имела место рыхлота, которую при обрубке детали приходилось зачищать. Установили дополнительное сопло напротив этого места, и замечаний по качеству стержня не стало.
3. В ящике для центрального стержня были 2 глубоких глухих кармана, которые не получались ни при каких изменениях режима "застрела" смеси и продувки амином. После установки вент вопрос по качеству был снят.
4. Ящик на деталь «Головка цилиндров». Массивный стержень, на котором выполняются две бобышки с перемычкой от контура стержня порядка 4 мм. Эти перемычки при первоначальном “застреле” не получались. Для выполнения этих бобышек были сделаны вкладыши, по разъему которых были выполнены каналы шириной 0,2мм, работающие как венты. После доработки проблем с получением качественного стержня не стало.
В процессе проектирования и изготовления были применены 2 системы толкателей:
1. Толкатели выемные, через переходную плиту и контр-толкатели.
2. Толкатели с пружинами. 1 ящик. Отданного вида толкателей пришлось отказаться, так как испытываются большие неудобства в обслуживании ящика в процессе работы, особенно когда отверстия толкателей используются в качестве вент.
Пескострельные плиты:
Из 12 изготовленных ящиков 6 ящиков "застреливаются" через одну плиту, 4 через другую и 2 через 3-ю плиту.
Отверстия под сопла выполнены диаметром, равным диаметру сопла с конусом 5° в сторону крышки ящика. На плитах просверлено необходимое количество отверстий в соответствии с количеством сопел на ящиках. Где-то отверстия совпадают, где-то нет.
Не используемые для данного ящика отверстия под сопла закрываются заглушками металлическими или деревянными.
Замечания:
Дополнительную трудности при обслуживании ящиков доставляют отверстия под сопла, которые пришлось делать в виде щели, соединяя 2 и более отверстий, так как в процессе работы они забиваются смесью. Целесообразно иметь в запасе заготовки плит без отверстий и при внедрении нового ящика, вслучае появления совмещенных отверстий, использовать новую плиту.
Продувные плиты:
Каждый ящик имеет свои габариты и уже в самом начале работы на автомате при использовании плиты, полученной с автоматом, столкнулись с проблемой как продувать ящики с небольшими габаритными размерами. Продувные каналы вырезались в слое плиты, который примыкает к ящику. При нарушении герметичности прижима газ будет выходить в рабочее пространство машины, а не в полость ящика. Для решения проблемы был применен стеклопластик толщиной 5 - 8 мм и вакуумная резина толщиной 5мм, склеенные под давлением "клеем 88 ".
Рекомендуется изготовлять крышки ящиков 2...3 типоразмеров, что позволит использовать одну продувную плиту на несколько ящиков.
Для уменьшения высоты сопел на 2-х ящиках отказались от скоб крепления крышек к стапелям автомата, выполнив в штангах пазы шириной 8 мм для крепления крышки винтами напрямую. Это позволило уменьшить высоту на 15.. 20 мм.
При запуске в работу автомата рекомендуется приготовить и подать в ручном режиме 2-3 замеса стержневой смеси. Это необходимо для заполнения пескострелъной трубы. В противном случае первый "застрел" будет неполным. Его также следует выполнить в ручном режиме.
По нашим наблюдениям в весенний и осенний периоды, когда приточная вентиляция отключается и начинает повышаться влажность воздуха, работать на автомате следует без длительного обеденного перерыва, так как в прстивном случае потребуется дополнительная прочистка сопел. Регламент очистки автомата зависит в большой степени от количества переналадок ящиков в течение смены. При полном использовании смеси в пескострельной головке автомата остается около 20 кг стержневой смеси, а замена ящика предусматривает замену пескострельной плиты и, соответственно, пескострельный резервуар машины должен быть очищен. Планировать работу на одном ящике целесообразно на всю смену. Очистка машины производится в соответствии с рекомендациями, полученными при запуске машины. Особое внимание следует уделять отверстиям.
В процессе эксплуатации автомата LL-20 выявились отдельные неудобства:
1. Питание управляющего компьютера лучше осуществить отдельным кабелем от заводской электросети или с входных контактов, минуя рубильник включения/выключения автомата.
2. Требуется установить светильник над зоной съема стержня и обслуживания стержневого ящика
3. Манометры, контролирующие режим работы газогенератора, перенести ближе к центру передней панели автомата для лучшего надзора за их показателями.
Внедрение технологии изготовления стержней по процессу "Cold-Box-Amin" должно быть неразрывно связано с решением вопросов по регенерации отработанных смесей.
При заливке форм выделяется неприятный запах, необходимо вентиляционную систему от заливки подключать к системе г азоочистки и нейтрализации от автомата, что предусматривать в проектах.
С первой опытной партии отливки успешно выдерживают все испытания. Экономический эффект от внедрения изготовления только отливки «Корпус» из расчета планового задания 2000 штук в год составил 930000 рублей.
(По материалам технического скминара по современным процессам изготовления стержней на Заволжском моторном заводе (23 - 26 октября 2001 г., г. Заволжье)
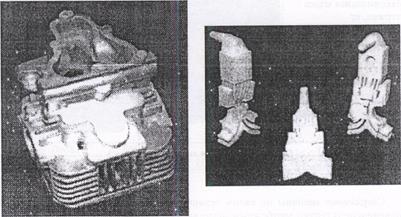
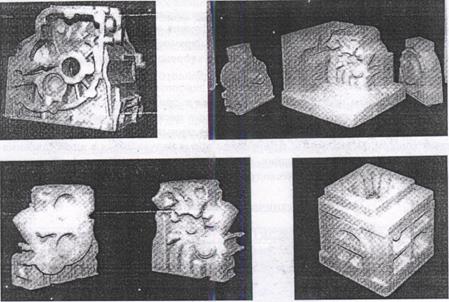
Стержни, изготавливаемые по "Cold-Box-Amin " процессу на автомате ф. LAEMPE на «Авитек»
 |