 2014-02-09
2014-02-09 9323
9323Строгание - резание однолезвийным инструментом (резцом), находящимся в периодическом контакте с обрабатываемым материалом. Строганием обрабатывают преимущественно плоские горизонтальные, вертикальные или наклонные поверхности заготовок. Можно также строгать более сложные фасонные поверхности, образованные сочетанием плоскостей, расположенных под различными углами друг относительно друга, или дугами окружности. Основной областью применения строгания является точная обработка длинных узких прямолинейных направляющих станин, плит, рам, стоек и т.п. Формообразование поверхностей при резании строганием осуществляется по методу следа.
В зависимости от вида выполняемых работ строгание поверхностей деталей может производиться по схемам продольного или поперечного строгания, представленным на рис.5.5.
При продольном строгании обрабатываемая заготовка совершает прямолинейное возвратно-поступательное главное движение резания, а инструмент – периодическое движение подачи. При обработке поперечным строганием главное движение резания совершает инструмент, а движение подачи – обрабатываемая заготовка. Рабочий цикл при строгании состоит из рабочего и обратного хода, после этого совершается движение подачи (горизонтальное, вертикальное или наклонное), направленное перпендикулярно к главному движению резания. Направление движения подачи определяет положение обрабатываемой поверхности, соответственно, горизонтальное, вертикальное или наклонное.
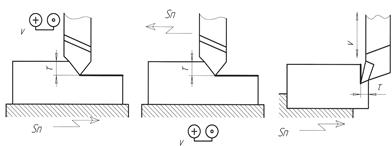
а б в
Рис.5.5. Схемы продольного и поперечного строгания
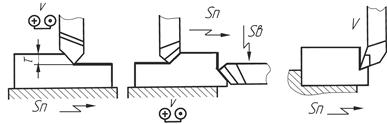
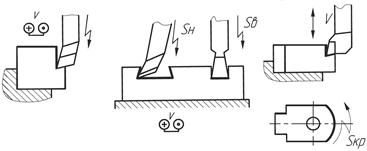
Для обработки неплоских поверхностей (выпуклых и вогнутых скруглений, скосов) применяют профильное строгание с использованием специальных копировальных приспособлений или управляющих устройств, по заданной программе изменяющих положение резца по высоте во время рабочего хода. Схемы обработки различных поверхностей строганием представлены на рис.5.6.
 | ||
| а | д | з |
 | ||
| б | е | и |
 |  | |
| в | ||
 | ||
| г | ж | к |
Рис.5.6. Схемы обработки поверхностей строганием
Обработке строганием подвергаются поверхности деталей различной формы и размеров, изготовленных из стали, чугуна, цветных металлов. В состав строгальной группы станков входят поперечно-строгальные и продольно-строгальные станки. Основным критерием при выборе модели строгального станка являются размеры обрабатываемых поверхностей. Так, поперечно-строгальные станки предназначены для обработки заготовок малой длины и ширины: поверхности столов, станин механических прессов, Т-образных пазов.
Продольно-строгальные станки (рис.5.7) используют для обработки крупногабаритных заготовок, имеющих широкие и длинные поверхности обработки: станины прокатных станов, рамы крупных двигателей, корпуса мощных редукторов и т.п.
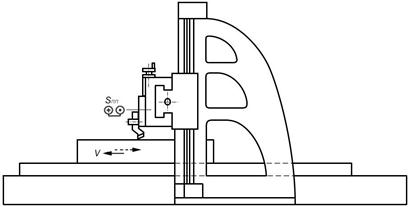
Рис.5.7. Общий вид продольно-строгального станка
Общий признак деталей, которые экономически целесообразно обрабатывать на строгальных станках – это узкая удлиненная зона обработки. Технологические возможности строгальных станков можно расширить, например, искусственно создав узкую длинную зону обработки на одностоечных и двухстоечных продольно-строгальных станках, установив заготовки средних размеров на столе станка рядами. Это позволяет более полно и рационально использовать габариты и ход стола. Достаточно часто для обработки крупногабаритных деталей используют многорезцовую обработку. Иногда на траверсе продольно-строгального станка дополнительно устанавливают фрезерную или шлифовальную головки, что дает возможность обработать некоторые поверхности фрезерованием или с одного установа обработать поверхность заготовки предварительно строганием, а затем прошлифовать ее.
На строгальных станках обработку ведут резцами из быстрорежущей стали или твердого сплава. Строгальные резцы схожи с токарными по форме, но в соответствии с особенностями условий обработки при строгании они делаются с несколько большим задним углом.
Установку и закрепление заготовок на строгальных станках в зависимости от типа производства осуществляют в универсальных (единичное и мелкосерийное производство) или специальных (серийное и массовое производство) приспособлениях. Универсальные приспособления пригодны для установки заготовок любой формы и размеров при любом характере их обработки. При этом заготовка может быть установлена либо непосредственно на столе станка с Т-образными пазами и закреплена при помощи нормализованных прихватов, прижимов и т.п.; либо в машинных тисках, на электромагнитных плитах, в делительных устройствах.
Специальные приспособления предназначаются только для одного типа заготовок, когда их обработка часто повторяется; переналадке такие приспособления подвергаются крайне редко.
Продольно-строгальные станки обеспечивают достаточно высокую точность обработки: неплоскостность (отклонение плоскости от прямолинейности) в пределах 0,02 мм на 1000 мм длины; неперпендикулярность плоскостей, обработанных за один установ – в пределах 0,02 мм на 500 мм длины. Поперечно-строгальные станки обеспечивают меньшую точность обработанных поверхностей: неплоскостность обработанных поверхностей в пределах 0,02 мм на 300 мм длины обработки; непараллельность плоскостей, обработанных за один установ – в пределах 0,03 мм на 300 мм длины.
Шероховатость при черновом строгании составляет Ra = 10…2,5 мкм; при чистовом - Ra = 2,5…1,25 мкм; при тонком - Ra = 1,25…0,63 мкм.

