 2015-05-06
2015-05-06 830
830Надежность эксплуатации сварных соединений зависит от их соответствия нормативной документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и другие свойства сварных соединений.
Сварные соединения, выполненные в производственных условиях, могут иметь отступления от заданных размеров, формы и свойств. В процессе монтажа или эксплуатации эти отступления могут привести к разрушению сварного шва и даже всей конструкции. Каждое такое несоответствие требованиям, установленным нормативной документацией, называется «дефектом».
Задача контроля сварки заключается в выявлении дефектов сварных соединений, определении причин их возникновения и разработке мероприятий, направленных на устранение этих причин.
ДСТУ 3491-96 дефекты соединений при сварке классифицирует на шесть групп:
1 – трещины; 2 – полости, поры; 3 – твердые включения; 4 – несплавления и непровары; 5 – нарушение формы шва; 6 – прочие дефекты, не включенные в вышеперечисленные группы.
Все встречающиеся типы дефектов сварных соединений можно разделить по ряду признаков на четыре группы: по расположению, форме, размерам и количеству.
По расположению различают дефекты наружные (рис. 2.3), внутренние (рис. 2.5) и сквозные. По форме – компактные и протяженные, плоские и объемные, острые (с надрезом) и округлые (без надреза); по размерам – мелкие, средние и крупные; по количеству – единичные и групповые (цепочки, скопления).
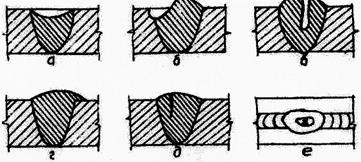
Рис. 2.3. Наружные дефекты сварного шва:
а – ослабление; б – подрез; в – свищ;
 г – наплыв; д – трещина; е – незаваренный кратер
г – наплыв; д – трещина; е – незаваренный кратер
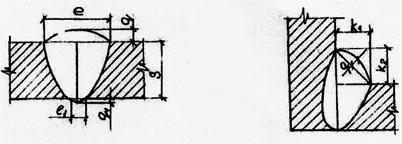
 Рис. 2.4. геометрические размеры швов:
Рис. 2.4. геометрические размеры швов:
е – ширина шва; q – выпуклость (вогнутость); S – толщина металла; k – катет;
е1, q1 – ширина и выпуклость корня.
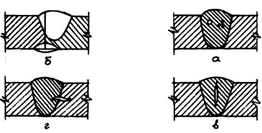 Рис. 2.5. Внутренние дефекты сварного шва:
Рис. 2.5. Внутренние дефекты сварного шва:
а – поры; б – непровар; в,г – трещины
Основные виды контроля с целью выявления дефектов следующие.
2.2.2.1. Контроль внешним осмотром и обмером (ДСТУ 3242-79). Внешний осмотр производится визуально невооруженным глазом или при помощи лупы 8- или 10-кратного увеличения. При этом обнаруживают наружные дефекты: ослабление или смещение шва, подрезы, поверхностные поры и свищи, наплывы, прожоги, выходящие на поверхность трещины и т.д. (рис. 2.3). Обмер сварного шва с целью определения соответствия его размеров требованиям нормативных документов производится с помощью универсального мерительного инструмента (линейка, штангенциркуль и т.д.) или специальными шаблонами и приборами. При этом определяется ширина и выпуклость шва или катеты и выпуклость (вогнутость) углового шва (рис. 2.4). Иногда для обнаружения наружных дефектов используют технические средства (краска «Судан», люминесцентный метод и т.д.).
Выявленные дефекты устраняют, повторно проводят визуальный контроль этих мест, после чего приступают к следующим видам контроля: выявление внутренних дефектов и контроль на непроницаемость – для резервуаров, емкостей и трубопроводов и др. конструкций.








