 2015-04-20
2015-04-20 1458
14581. Рабочим циклом двигателя называется периодически повторяющийся ряд последовательных процессов, протекающих в каждом цилиндре двигателя и обусловливающих превращение тепловой энергии в механическую работу.
Автомобильные двигатели работают, как правило, по четырёхтактному циклу, который совершается за два оборота коленчатого вала или четыре хода поршня и состоит из тактов впуска, сжатия, расширения и выпуска.
Схема работы
четырёхтактного двигателя
1.Впуск
2.Сжатие
3.Рабочий цикл
4.Выпуск
Рабочий цикл состоит из:
- заполнения цилиндра топливной смесью;
- ее сжатия;
- воспламенения смеси;
- расширения газов и очистки от них цилиндра.
2. Шабрение (также шабровка [1], шабрование; от нем. schaben — «скоблить») — технология прецизионного (высокоточного) выравнивания поверхности изделия из металла (реже — из дерева или пластика) специальным режущим инструментом — шабером.
Высококачественное шабрение позволяет получить поверхность с неравномерностью порядка единиц микрона. Шабрение практически не поддаётся механизации и остаётся одной из самых трудоемких слесарных работ.
Шабрение выполняют после зачистки поверхности от явных сколов и выбоин. Зачастую перед шабрением производят грубое выравнивание (шлифование) механизированным абразивным инструментом.
Шабрение выполняется с помощью образцовой поверхности соответствующего качества (поверочная плита, линейка и т. д.). Процедура состоит из многократного повторения ряда действий:
· Получение яркого рисунка неровностей. Для этого обрабатываемую поверхность слегка притирают с образцовой поверхностью с контрастной краской. В результате краска сотрётся с горбов и останется во впадинах.
· Режущим инструментом снимают видимые выпуклости.
· Качество результата контролируется по количеству цветных пятен краски после притирки на определённой площади. Подразумевается, что чем больше пятен, тем меньше их площадь и, соответственно, меньше неровность.
После получения требуемого результата на поверхность нередко наносится однообразный рисунок легкими движениями шабера. Этот рисунок позволяет выявить возникающие в процессе эксплуатации изделия дефекты поверхности (вмятины, истирание, срезы). В некоторых изделиях этот рисунок помогает удерживать смазочное масло на детали.
Помимо обычных шаберов используют также современные электрические или пневматические шаберы, которые значительно упрощают процесс шабрения. Единственный производитель электро- и пневмошаберов германский производитель «Schmid & Wezel GmbH», ТМ «BIAX»
3. При техобслуживании системы зажигания автомобиля следует проверить и при необходимости отрегулировать зазор между контактами прерывателя, установить момент зажигания, осмотреть свечи зажигания и смазать подшипник валика распределителя.
Перед регулировкой зазора между контактами прерывателя проверяют состояние рабочей поверхности контактов. При существенном переносе металла с одного контакта на другой или при наличии нагара на контактах необходимо зачистить их плоским бархатным надфилем. Применять для этих целей шлифовальную шкурку нельзя, так как от нее на контактах остаются абразивные частицы, приводящие к искрообразованию и преждевременному выходу контактов из строя. Не рекомендуется полностью выводить выемку — кратер на контакте — или полировать контакты — за несколько ходов надфиля можно очистить контакты от бугорка и нагара.
После зачистки контактов прерывателя проверяют и при необходимости зачищают контакты в крышке распределителя и на роторе. Затем чистой, смоченной бензином замшей или другим материалом, не оставляющем волокно, протирают контакты прерывателя и ротора, наружную и внутреннюю поверхности крышки распределителя.
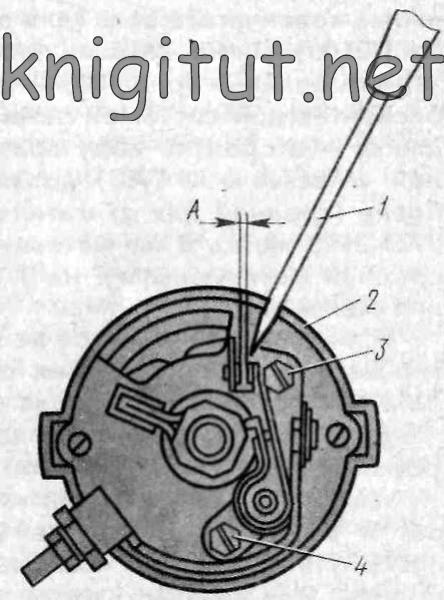
Рис. 104. Регулировка зазора между контактами распределителя: А — зазор между контактами; 1 — отвертка, 2 — распределитель, 3, 4 — винты
Для регулировки зазора между контактами прерывателя необходимо, вращая коленчатый вал, установить кулачок прерывателя в такое положение, при котором контакты будут максимально разомкнуты. Надо проверить щупом величину зазора А (рис. 104). Если она превышает заданную (0,35...0,45 мм), следует ослабить стопорные винты 3 крепления контактной панели, вставить отвертку в специальный паз и, поворачивая ее, установить нужный зазор, затем завернуть стопорные винты.
Момент зажигания на автомобиле можно проверить стробоскопом — прибором, позволяющим видеть движущийся объект неподвижным, или 12-вольтовой лампой. При использовании стробоскопа необходимо один его зажим соединить с клеммой Б катушки зажигания, подсоединить клеммы питания и надеть на провод первого цилиндра датчик импульсов, затем установить на двигателе обороты холостого хода и направить мигающий поток света стробоскопа на метку шкива коленчатого вала (для двигателей «Москвич», ГАЗ, ВАЗ-2105) или на маховик через специальный люк в картере сцепления (рис. 105 — для двигателей ВАЗ-2108 с бесконтактной системой зажигания). При этом метка на шкиве — вторая по ходу вращения шкива (для двигателей «Москвич» и ГАЗ) должна совпадать с меткой на блоке (средней для двигателя ВАЗ-2105). Для двигателя ВАЗ-2108 метка 3 на маховике не должна доходить до средней метки шкалы 2 на 0...2 деления по ходу вращения маховика.
Если совпадения меток не произойдет, надо скорректировать угол опережения зажигания октан-корректором или поворотом корпуса распределителя.

