 2015-04-23
2015-04-23 2484
2484Панелированные конструкции – основные крупные элементы планера (секции, отсеки и т.д.). Их собирают в самостоятельных сборочных приспособлениях на этапе узловой сборки.
На этапе агрегатной сборки производится только соединение узлов и панелей между собой. Сборка ведется широким фронтом, параллельно на многих рабочих местах. Широко используется производительное стационарное оборудование. Трудоемкость сборки панелированных конструкций в 1,5 – 2,5 раза меньше, чем непанелированных. Цикл сборки сокращается в 4–6 раз.
Применяемые методы сборки
1) Сборка по БЭСП «от обшивки». Панели базируют по рубильникам. Рабочие поверхности рубильников образуют контур обводов агрегата. Соединение панелей с каркасом производится через компенсаторы. Наличие компенсаторов исключает погрешности каркаса, позволяя получить изделие с высокой точностью и плавностью обводов.
2) Сборка по КФО. При сборке агрегатов панели устанавливают на базовую сетку каркаса. Базовую сетку каркаса образуют наиболее жесткие элементы конструкции – лонжероны, торцевые и силовые нервюры. При недостаточном количестве жестких элементов вводят дополнительные – макетные. Сборку базового каркаса производят по КФО. По точности уступает сборки «от обшивки». Метод позволяет:
· сократить сроки и затраты на подготовку за счет упрощения сборочной оснастки (нет рубильников, меньше металлоемкость);
· снизить трудоемкость и цикл сборки за счет улучшения подходов;
· увеличить съем продукции с производственных площадей за счет уменьшения габаритов СП, применения переналаживаемых СП.
Пример сборки кессона по КФО показан на рис. 10.30. Сборка выполняется в следующей последовательности.
1) Установить лонжероны в приспособление. Базировать по БЭСП с фиксацией по КФО. Лонжероны подводят в сборочное приспособление с помощью специальных разгрузочных опор. КФО в лонжеронах открывают в СП сборки лонжеронов по кондукторам при повторной установке их после сборки в СП. Количество опор-площадок определяется жесткостью лонжерона.
2) Установить в приспособление торцевые нервюры. Базировать на стапельные плиты. Фиксировать технологическими болтами через отверстия стыковых болтов (ОСБ).
3) По НО лонжеронов сверлить отверстия в нервюрах. Клепать.
4) Установить макетные нервюры. Базировать по КФО технологических уголков на лонжеронах, фиксировать технологическими болтами. Макетная нервюра – плоская ферма из плиты с вырезами облегчения. Рабочий контур – контур обводов агрегата по внутренней поверхности обшивки, технологические уголки ставят на лонжероны в приспособлениях их сборки. КФО в уголках обрабатывают по кондукторам в стапелях сборки лонжеронов.
5) Установить промежуточные (типовые) нервюры, базировать на стойки лонжеронов. Клепать нервюры с лонжеронами.
6) Установить верхнюю панель. Базировать по макетным нервюрам, лонжеронам и торцевым нервюрам. Притянуть панель к каркасу болтами и специальными замками. По НО компенсаторов и полок лонжеронов сверлить отверстия крепления панели к каркасу. Снять верхнюю панель.
7) Установить нижнюю панель по макетным нервюрам и лонжеронам. Притянуть к каркасу. Зенковать со стороны обшивки. Клепать.
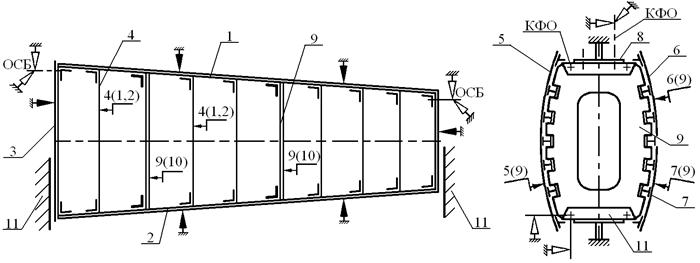
Рис. 1.30. Схема базирования при сборке кессона по КФО: 1 – лонжерон передний;
2 – лонжерон задний; 3 – нервюра торцевая; 4 – нервюра типовая; 5 – панель верхняя;
6 – панель нижняя; 7 – панель технологическая; 8 – базовый элемент СП с КФО;
9 – нервюра макетная; 10 – уголок технологический; 11 – плита стапельная
8) Снять макетные нервюры и технологические уголки. Заклепать КФО.
9) Установить верхнюю панель. Клепать с каркасом с подходом через технологический люк.
10) Установить технологическую съемную панель. Крепить болтами через анкерные гайки.
11) Снять изделие с приспособления. Провести внестапельные работы – герметизация, разделка стыков, контроль обводов, взвешивание и пр.








