 2015-04-30
2015-04-30 7176
71761. Тема практического занятия: Определение величины силу зажима Q.
2. Тема курса, к которому относится практическое занятие: Методика расчета сил зажима.
3. Теоретический материал, который должен быть изучен студентом: Принципы закрепления заготовки в приспособлении; исходные данные для расчета сил зажима. Расчет силы зажима при различных схемах установки.
4. Литература:
Основная:
1. Конспект лекций.
2 Берберов С.А., Чукарина И.М., Берберова Н.И. «Реализация теоретической схемы базирования заготовок в приспособлениях» Метод. указания для проведения практических занятий. Изд. центр ДГТУ.2006г.
3 Берберов С.А, Прокопец Г.А. Методическое руководство по разработке технического задания на проектирование технологических процессов и средств технологического оснащения. Ростов н/Д, 2012г.
4 М.Ф. Пашкевич, Ж.А. Мрочек, Л.М. Кожуро, В.М. Пашкевич; Технологическая оснастка; Минск «Адукацыя i выхавание»;; 2002
5 Н.П. Косов, А, Н. Исаев, А. Г. Схиртладзе; Технологическая оснастка; М.: Машиностроение; 2005
6 В.Ю. Блюменштейн А.А. Клепцов «Проектирование технологической оснастки» Санкт-Петербург, Москва, Краснодар,2011г.
7 О.И. Тарабарин, А.П. Абызов, В.Б. Ступко; Проектирование технологической оснастки в машиностроении; С.-П.: Лань: 2013
Дополнительная:
1 ГОСТ 21495-76. Базирование я базы в машиностроении.
2 Станочные приспособления. Справочник под редакцией В.Н. Вардашкина, том.2. М.: Машиностроение, 1984.
3 А.К. Горошкин Приспособления для металлорежущих станков М: Машиностроение 1971г.
4 Справочник технолога-машиностроителя.: Том 2. М.: "Машиностроение", 1985.
5 В.Е. Антонюк. Конструктору станочных приспособлений.: Справ. пособие. Минск: Беларусь. 1991.
6 Методика проведения занятия.
5. Исходные данные для проведения занятия:
Исходными данными являются:
- результаты работы, выполненной на первом занятии;
- данные из задания на проектирование приспособления, касающиеся типа оборудования и инструмента, режимов резания (силы и моменты), с какими будет производиться обработка.
6. Методика проведения занятия.
Расчет сил зажима может быть сведен к решению задачи статики на равновесие твердого тела (заготовки) под действием системы внешних и внутренних сил.
К заготовке с одной стороны приложены массазаготовки и силы, возникающие в процессе обработки, с другой - зажимные силы и реакции опор. Под действием этих сил заготовка должна сохранить равновесие. При расчетах ориентироваться на положение сдвигавших сил и моментов, при котором силы зажима получаются наибольшими.
Величина силы зажима рассчитывается из условия полного сохранения контакта базовых поверхностей обрабатываемой заготовки с установочными элементами приспособления и при исключении возможности сдвига их в процессе обработки. При расчетах следует определить требуемую силу зажима с учетом коэффициента запаса К, предусматривавшего возможность увеличения силы и моменте резания из-за затупления режущего инструмента, неоднородности обрабатываемого металла, неравномерности припуска, неопределенности базирования, состояния поверхностного слоя и т.д.
Кроме сил и моментов резания при обработке заготовок могут возникнуть центробежные и инерционные силы. Если эти силы по величине будут сопоставимы с силами резания, то они учитываются так же, как и силы резания.
Масса заготовок при расчете сил зажима учитывается не всегда. Она учитывается в трех случаях, когда:
- обрабатывается тяжелая заготовка;
- заготовка помешается на вертикально или наклонно расположенные установочные элементы;
- заготовка закрепляется в поворотных или кантующихся приспособлениях.
Исходными данными для расчета силы зажима являются:
- схема установки заготовки;
- величина, направление и точка приложения сил, возникающих при обработке;
- схема закрепления заготовки, т.е. направление и точка приложения зажимной силы.
Первое из исходных данных - схему установки заготовки мы получили, выполняя 1-е практическое занятие. Продолжение выполнения задания производим в следующем порядке.
Шаг 1. Разложение сил резания на составляющие.
Из курса "Резание металлов" известно, что силы, возникающие при резании, всегда можно разложить на: Рz - тангенциальную составляющую, Рy - радиальную и Рx - осевую (силу подачи). Эти силы действуют на обрабатываемую заготовку и стремятся нарушить ее положение, достигнутое при базировании. Величина сил резания, соотношение их составляющих зависит от многих факторов: вида обработки, материала обрабатываемой заготовки и его физико-механических свойств, материала и геометрии режущей части инструмента, глубины резания, подачи, требуемой шероховатости поверхности и многих других факторов.
Взяв из задания на проектирование приспособления величины сил и цементов резания, типовую конструкцию инструмента для выполнения заданной операции, построите схему разложения сил и определите величины со составляющих сил, пользуясь справочником /4.3/.
Шаг 2. Определение коэффициента запаса К.
Так как силы резания рассчитывается по формулам, изложенным в курсе "Резание металлов", или выбираются по нормативам, которые не учитывают нестабильность этих сил и ряд отклонений, возникавших при обработке и могущих привести к значительному увеличению этих сил, то необходимо рассчитать величину коэффициента запаса К. Введение в расчеты коэффициента К предупреждает возможные аварии при обработке заготовок.
Коэффициент К рассчитывается применительно к конкретным условиям обработки и производится по /4.2, 4.4/.
Если в результате расчета значение коэффициента запаса окажется меньше 2,5, то его принимают равной этой величине.
Шаг 3. Выбор самой неблагоприятной точки приложения сил и моментов резания.
Повторить эскиз установки заготовки и на нем примерить, в какой точке обрабатываемой поверхности силы резания будут оказывать максимальное сдвигающее, опрокидывающее или проворачивающее воздействие на заготовку. В эту точку поместить все составляющие сил резания (моментов). Пример выявления самой неблагоприятной точки приложения сил резания см. /4.2/.
Следует помнить при рассмотрении сил, действующих на заготовку: направление их действия должно быть обратным тому, что дается в справочнике /4.3/, так как там рассматривается направление действия составляющих сил на инструмент, а не на заготовку.
Шаг 4. Выбор направления зажимной силы Q.
При выборе направления зажимной силы необходимо руководствоваться следующими правилами.
1. Сила зажима должна быть направлена перпендикулярно поверхности установочных элементов, чтобы обеспечить контакт с ними технологической базы.
2. При базировании по нескольким базовым поверхностям сила зажима должна быть направлена на тот установочный элемент, с которым заготовка имеет наибольшую площадь контакта.
3. Направление силы зажима должно совпадать с направлением действия массы заготовки.
4. Направление силы зажима должно совпадать с направлением действия силы резания.
5. Силы зажима по возможности не должны действовать против сил резания. Выбрать направление силы зажима, удовлетворяющее всем изложенным требованиям, редко возможно. Необходимо искать оптимальное решение. При обработке легких заготовок в первую очередь следует учитывать силы резания, а при обработке тяжёлых заготовок - их массу.
Выбору рационального направления силы зажима способствует введение упоров в силовую схему закрепления заготовки. Упоры воспринимают действующие на заготовку силы, что позволяет уменьшить необходимуювеличину силы зажима или изменить еенаправление /4.2/.
Шаг 5. Выбор точки приложения зажимной силы Q.
При выборе точки приложения зажимной силы необходимо ориентироваться на следующие правила.
1. Сила зажима не должна опрокидывать или сдвигать заготовку по установочным элементам.
2. Сила зажима с реакциями опор не должна создавать изгибающих моментов во избежание деформации заготовки.
3. Точка приложения силы зажима должна быть расположена ближе к месту обработки особенно при обработке нежестких заготовок.
Чтобы выполнить первое требование необходимо точку приложения зажимной силы выбирать на поверхности заготовки параллельной установочным элементам и так, чтобы она проектировалась на установочный элемент. Нельзя выбирать такую точку на поверхности, расположенной под углом к плоскости установочных элементов, так как в этом случае зажимная сила будет сдвигать заготовку. Кроме этого, при установке заготовки на три опоры точка приложения силы зажима должна проектироваться в зону, образованную условными линиями, соединяющими опорные точки деталей в приспособлении.
Чтобы выбрать точку приложения зажимной силы, удовлетворяющей первому и второму требованию, часто приходится зажим заготовки осуществлять в нескольких точках /4.2/.
Шаг 6. Построение схемы действия сил.
На эскизе, сделанном в шаге 3, наносятся результаты шагов 4 и 5, то есть показывается направление и точка приложения зажимной силы. Кроме перечисленных сил на заготовку действуют еще реакции опор, возникающие от действия сил резания и сил зажима, силы трения и моменты трения, препятствующие смешению заготовки. Построенная таким образом схема должна подвергнуться тщательному анализу, т.е. необходимо проверить правильность решений на шагах 3, 4, 5. Особо обратить внимание на положение самой неблагоприятной точки приложения сил и моментов резания. Возможно, что выполнение шагов 4 и 5 приведет к изменению положения ранее выбранной самой неблагоприятной точки приложения сил резания. В этом случае нужно провести корректировку расчетной схемы действия сил и выбрать новую самую неблагоприятную точку.
При необходимости в схему действия сил вносится масса заготовки.
Шаг 7. Составление уравнения равновесия.
Анализируя схему действия всех сил на заготовку, нужно выяснить, как каждая составляющая сил резания или моментов действует на заготовку, какие движения они ей могут передать и какие силы будут противодействовать этому. На заготовку, с одной стороны, действуют силы резания и моменты, а с другой, - силы зажима, реакции опор, силы трения, масса, моменты трения, которые противодействуют нарушению равновесия заготовки. Уравнения равновесия составляются либо как сумма проекций сил на оси координат, либо как сумма моментов относительно каких-либо точек или осей поворотов. В уравнениях равновесия сумма всех сил или моментов должна быть равна нулю. Все силы и моменты резания необходимо умножить на коэффициент К.
Для подготовки уравнений равновесия моментов к решению необходимо обозначить те точки или оси, относительно которых заготовка будет вращаться или проворачиваться и наименовать все плечи, на каких будут действовать силы.
Шаг 8. Расчет величины силы зажима Q.
Решение уравнений равновесия нужно начинать с определения величины реакций опор, т.е. с проекций действующих сил на оси координат. Затем выяснить, каким перемещениям они будут противодействовать: если смешению, то определить силы трения, если провороту или вращению, то моменты сил трения. Для решения уравнений равновесия необходимо выбрать величины коэффициентов трения для определения сил трения (если они возникают), а также определить все размеры плеч, на которых будут действовать силы.
В результате решения всех уравнений равновесия получаем суммарную силу зажима Q, которая обеспечит неизменность положения заготовки при действии всех возникающих в процессе обработки сил и моментов.
Расчет сил зажима является очень важным при проектировании приспособлений, так как силы зажима должны быть гарантом безопасности работы приспособления. Кроме этого величина силы зажима является исходным данным для проектирования зажимных механизмов и силовых приводов.
При многоинструментной обработке могут быть случаи, когда трудно сразу определить, какой расклад сил от различных инструментов будет самым неблагоприятным при обработке заготовки. В таких условиях возможно рассмотрение нескольких вариантов и выбирается тот вариант, который требует большей величины силы зажима.
7.1. Методические указания.
ПРИМЕР. Продолжение /начало см. тему 1/
Исходными данными для определения силы зажима являются:
- схема установки заготовки, разработанная в теме 1;
- данные по режимам резания, приведенные в задании: Мкр. =8,75 Н∙м, Р0= 1274,4 Н.
2.1. Разложение сил, действующих на заготовку при сверлении отверстия.
По аналогии с точением силы, возникающие при сверлении, можно разложить на составляющие Рz, Рy, Рх, каждая из которых может по-разному влиять на положение заготовки. Схема разложения сил показана на рис.2.1.
Эти силы, приложенные к заготовке, стремятся нарушить положение заготовки, достигнутое при базировании. При правильной заточке сверла силы Ру уравновешивают друг друга и обычно в расчет не берутся. Поэтому осевая сила, действующая на заготовку, равна P0 = 2 Рх + Рп, где Рп - сила на перемычке сверла, а Рх - на режущих кромках. Силы Pz создают крутящий момент, который стремится провернуть заготовку вокруг оси инструмента.
В случае если в задании не указаны силы резания, их необходимо рассчитать /4.3/ с. 277.
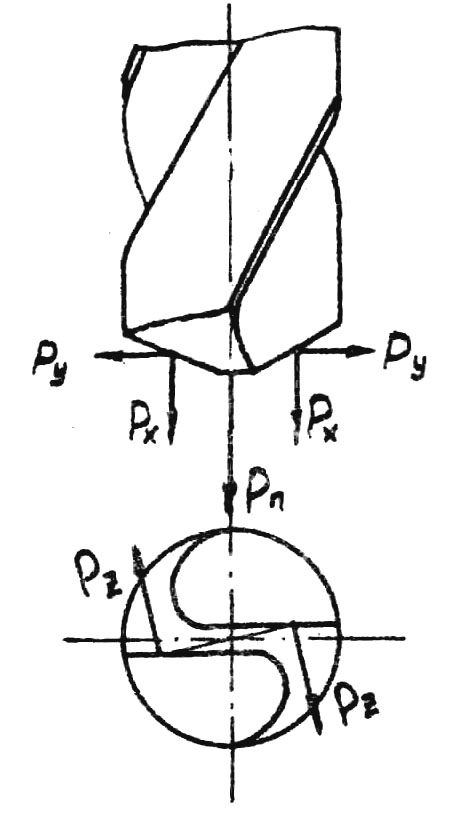
Рис.2.1. Схема разложения сил при сверлении
2.2. Определение коэффициента запаса К /4.2, с.34/.
Так как формулы для расчетов режимов резания не учитывают самых неблагоприятных моментов, влияющих на величины сил и моментов резания, то для обеспечения безопасности работы рассчитываем величину К.
К = К0 ∙ К1 ∙ К2 ∙ К3 ∙ К4 ∙ К5 ∙ К6.
Учитывая конкретные условия обработки, принимаем K0 = 2; K2 = 1,15; K6 = 1,5. Остальные коэффициенты K1 = K3 = К4 = К5 = 1. Следовательно,
К = 2,0 ∙ 1,15 ∙ 1,5 = 3,45.
2.3. Выбор направления, точки приложения зажимной силы Q и построение схемы действия сил.
Согласно правил выбора направления силы Q силу зажима направляем перпендикулярно установочной базе, как имеющей наибольшую площадь контакта с установочным элементом - буртиком пальца.
Так как заготовка представляет собой полое цилиндрическое кольцо, то точки приложения сил зажима принимаем в двух местах, расположенных по оси I-I в точках "В и Г", проектирующихся на опорный буртик установочного элемента.
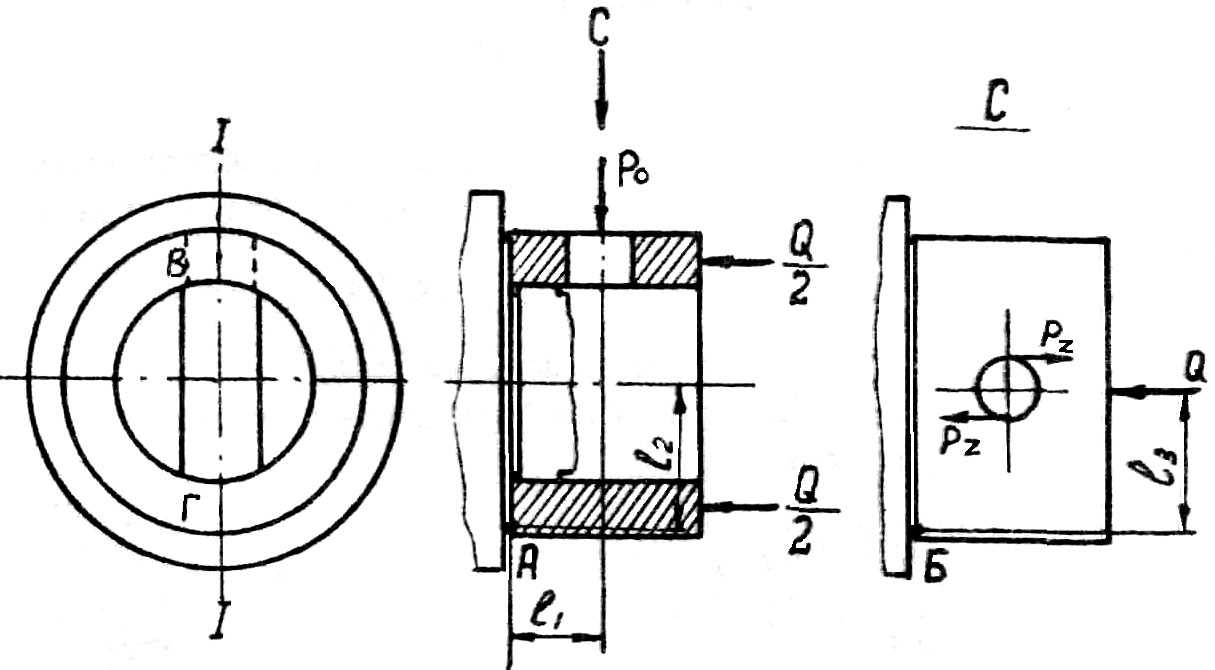
Рис.2.2. Схема действия сил для расчета силы зажима
На рис. 2.2. приведена схема действия сил на заготовку. Из схемы видно, что осевая сила P0 действует на заготовку сверху вниз, стремясь опрокинуть ее относительно опорной точки буртика "А" (точка, где кончается контакт базового торца заготовки с установочным элементом).Точка приложения силы P0 расположена симметрично по оси I-I заготовки. Поэтому проворота заготовки относительно оси базового отверстия не будет.
Момент Mкр., возникающий при сверлении, стремится также опрокинуть заготовку, но уже относительно точки "Б". Опрокидыванию заготовки под действием P0 и Мкр. противодействуют моменты, создаваемые силой зажима Q.
2.4. Составление уравнений равновесия.
Анализируя схему действия сил, видим, что в противодействии силам P0 и Мкр.участвует только сама сила зажима Q, создавая сумму моментов относительно точек "А" и "Б".
Составляем два уравнения равновесия, из которых определяем величины сил зажима, требуемых для обеспечения уравнений равновесия.
Для упрощения уравнений равновесия силы зажима, прикладываемые в двух точках, приводим к одной равнодействующей и помещаем ее в центре заготовки.
1. Уравнения равновесия при действии силы Р0:

2. Уравнение равновесия при действии Мкр. Для составления этого уравнения приводим Мкр. в точку "Б" (величина Мкр. при этом не меняется)
 ,
,
где  - плечи, на которых действуют силы;
- плечи, на которых действуют силы;
 - части силы зажима, обеспечивающие равновесие уравнений.
- части силы зажима, обеспечивающие равновесие уравнений.
 , отсюда
, отсюда
2.5. Расчет величины силы зажима Q.
Для решения уравнения равновесия необходимо определить размеры плеч, на которых действуют силы как опрокидывающие заготовку, так и противодействующие опрокидыванию.
Назначаем ℓ 1 = 15 мм; ℓ 2 = ℓ 3 = 23 мм (так как заготовка симметричная).
Таким образом, подставляя Р0 и Мкр., получаем
 Н.
Н.

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ








