 2015-04-30
2015-04-30 16894
16894По стандарту при определении припусков и допусков штампованной поковки используют исходный индекс, который определяют в зависимости от массы, группы стали, степени сложности и класса точности поковки Стандартом предусмотрено 23 исходных индекса (1...23).
Исходный индекс можно определить двумя способами:
Ø математическими расчетами;
Ø табличным методом.
4.2.1 Определение исходного индекса (ИН) математическими расчетами.
Численную величину ИН определяют по формуле:
ИH = NI + (MS – 1) + (ST – 1) + 2(KT – 1), (4.2)
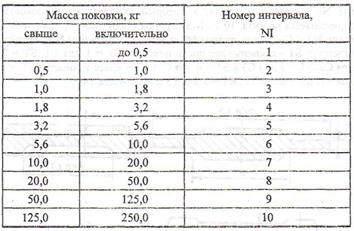
где N1 - номер интервала, в который попадает масса поковки (принимается по табл. 1.3);
MS - группа стали (MS = 1 для группы стали Ml,
MS = 2 для группы М2,
MS = 3 для группы МЗ);
ST - степень сложности поковки (ST = 1 для CI,
ST = 2 для С2,
ST = 3 для СЗ
ST = 4 для С4);
КТ - класс точности (КТ = 1 для Т1,
КТ = 2 для Т2,
КТ = З для ТЗ,
КТ = 4 для Т4).
|
4.2.2 Определение исходного индекса (ИН) табличным методом.
Исходный индекс поковки можно определить по таблице 1.4.
|
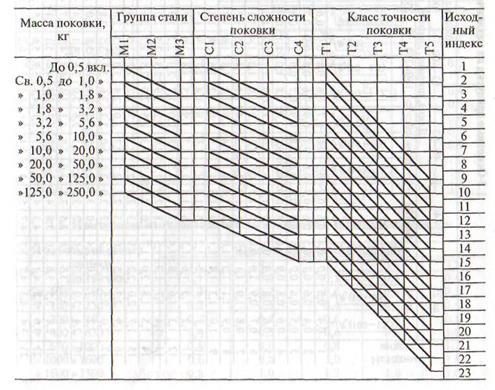
Для определения исходного индекса по табл. 1.4 в графе «Масса поковки» находят соответствующую данной массе строку и смещаясь по горизонтали вправо или по утолщенным наклонным линиям вправо вниз до пересечения с вертикальными линиями соответствующими заданным значениям группы стали М, степени сложности С, класса точности Т, устанавливают исходный индекс (от 1 до 23).
Примеры (рисунок 10):
 1. Поковка массой 0,5 кг, группа стали Ml, степень сложности С1, класс точности Т2...
1. Поковка массой 0,5 кг, группа стали Ml, степень сложности С1, класс точности Т2...
Исходный индекс — 3.
2. Поковка массой 1,5 кг, группа стали МЗ, степень сложности С2, класс точности Т1.
Исходный индекс — 6.








