2015-04-30
2015-04-30 5858
5858Припуск на механическую обработку включает основной, а также дополнительные припуски, учитывающие отклонения формы поковки. Величины припусков назначаются на одну сторону номинального размера поковки.
4.3.1 Основные припуски на механическую обработку
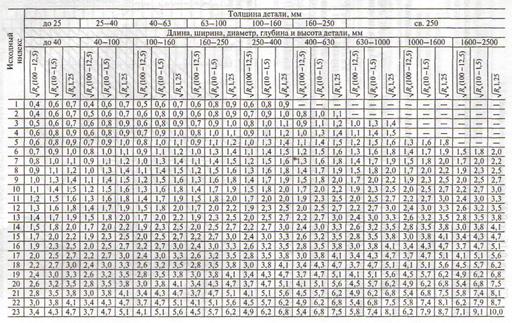
Основные припуски на механическую обработку поковок в зависимости от исходного индекса, линейных размеров и шероховатости поверхности устанавливаются по табл. 1.5.
|
4.3.2 Дополнительные припуски на механическую обработку поковок
Дополнительные припуски учитывают смещение поковки, изогнутость, отклонения от плоскостности и прямолинейности, межцентрового и межосевого расстояний, угловых размеров и определяются исходя из формы поковки и технологии ее изготовления.
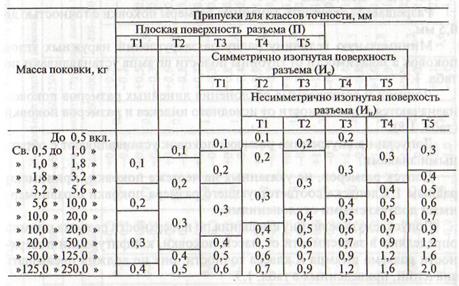
Ø Смещение по поверхности разъема штампов устанавливается по таблице 1.6 в зависимости от класса точности поковки Т, формы разъема штампа и массы поковки.
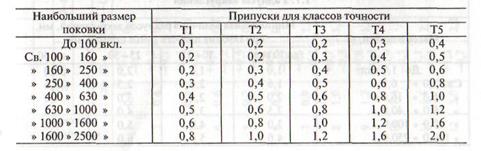
Ø Изогнутость и отклонения от плоскостности и прямолинейности зависит от класса точности и наибольшего размера поковки и определяются по таблице 1.7.
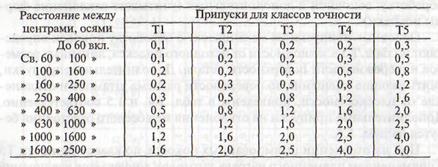
Ø Дополнительные припуски на отклонения межосевого расстояния (если в поковке имеется отверстие) берутся по таблице 1.8.
| |||
| |||
|
Ø После определения общих припусков на все поверхности поковки выполняют расчеты размеров заготовки. Стандартом разрешается округлять линейные размеры поковки с точностью до 0,5 мм.
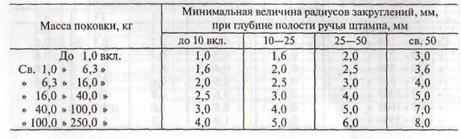
Ø Определив размеры поковки, назначают радиусы закругления наружных углов, в зависимости от глубины полости ручья (штампа), устанавливают по таблице 1.9
|