 2015-05-14
2015-05-14 3544
3544Типовой технологический процесс изготовления жгута состоит из следующих основных этапов: заготовительного; раскладки проводов на шаблоне и вязки жгута; разделки проводов жгута; контроля жгута.
Примечание. В ряде случаев разделка проводов (всех или отдельных) производится до сборки жгута.
На заготовительном этапе производится нарезка проводов (при необходимости и разделка), изготовление маркировочных бирок, подготовка (нарезка, пропитка церезином или воском и скручивание) ниток для вязки, свивка отдельных проводов (если указано в документации).
Раскладку проводов и вязку жгута в целях обеспечения идентичности изделий и ускорения работы осуществляют на шаблонах. Шаблон - это жесткое основание из изоляционного материала, на котором в определенных местах в соответствии с трассировкой жгута (ствола, отводов) установлены шпильки, упоры, зажимы и т.п., с помощью которых достигается требуемое расположение каждого провода и фиксация его начала и конца.
В зависимости от пространственной конфигурации жгута в изделии шаблоны бывают плоскостные в объемные. По производственным условиям шаблоны выполняют универсальными (переналаживаемыми) и специализированными. С целью автоматизации контроля правильности раскладки проводов в процессе сборки жгута применяют электрофицированные шаблоны. При этом разделку проводов выполняет до укладки на шаблон.
При укладке проводов необходимо соблюдать следующие рекомендации.
Запас провода по длине на закрепление и на повторное закрепление при обрыве должен быть 20-25 мм на оба конца.
Сначала укладывают короткие провода, а затем наиболее длинные с таким расчетом, чтобы они образовали лицевую сторону жгута.
Экранированные провода предварительно разделывают и укладывают внутрь жгута, там же располагают провода сечением 0,2 мм и менее.
Если по чертежу жгут содержит запасные провода (обычно максимального сечения из расчета 1 запасной провод на 10 основных), то их укладывают сверху на наибольшую длину жгута с обеспечением доступа к изолированным концам.
Внутренние радиусы изгиба жгута при раскладке проводов на шаблоне выполняют не менее трехкратной величины диаметра провода максимального сечения, входящего в жгут.
 |
Провода в жгуте должны укладываться ровно, без выступов и перекрещиваний.
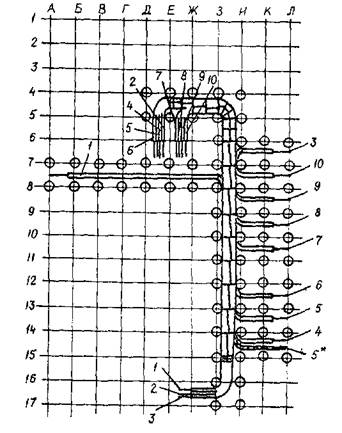
Рис.11.1
В качестве примера на рис. 11.1 показан на координатном поле шаблона общий вид изготовляемого в работе жгута.
Вязка жгута. Если жгут выполнен из проводов в пластмассовой изоляции (марки ПМВ, МГТФ и др.), то с целью предупреждения продавливания изоляции нитками применяют обычно обмотку жгута лентами или пленками непосредственно на шаблоне. Начало и конец обмотки закрепляют проклейкой или нитями бандажом.
Для вязки жгутов из проводов в комбинированной изоляции (пластмассы и волокнистого материала) используют обычно пропитанные хлопчатобумажные нитки №0-00 или шнуры диаметром 0,5-2 мм, льняные нитки №9 и №5, капроновую нить ЭК или стеклянную №10. В зависимости от количества проводов и диаметра жгута вязку жгута проводят с натяжением в одну, две или более ниток. При вязке жгута из проводов сечением 0.35 мм  и более шаг вязки (расстояние между поперечными скрепляющими витками) выбирают в зависимости от диаметра жгута.
и более шаг вязки (расстояние между поперечными скрепляющими витками) выбирают в зависимости от диаметра жгута.
Диаметр жгута, мм: до 10; 11-30; свыше 30.
Шаг вязки, мм: 5-10; 20-30; 30-40.
Если сечение проводов менее 0,35 мм , то шаг вязки выбирают в зависимости от количества проводов в жгуте.
Количество проводов, шт.: до 5; 5-15; 15-20; свыше 20.
Шаг вязки, мм: 6-10; 10-12; 12-18; 25.
На криволинейных участках шаг вязки должен уменьшаться (до 4-5 мм при диаметре жгута 10-20 мм и изгибе до 90°). В местах разветвления жгута до и после разветвления должны быть сделаны бандажи из двух-трех рядом лежащих петель. В начале и конце вязки жгута накладывают бандажи, состоящие из двух-пяти петель вязки, и делают оконечные узлы, затягивая нить с некоторым усилием Р. Перед каждым выходом провода из жгута должна быть сделана петля (рис. 11.2). Вязка жгута производится с натяжением нити, поперечные витки должны
стягивать ствол (ветвь) жгута.
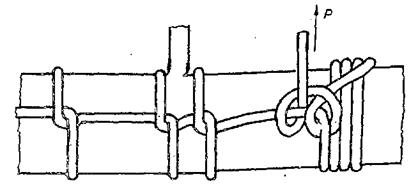 |
Рис.11.2.
Во избежание скручивания жгута вязку следует производить не снимая его с шаблона. Для удобства вязки применяют специальные челноки, на которые наматывают обвязочную нить. При обрыве нить связывают узлом.
Для снижения трудоемкости процесс вязки на производстве механизируют, используя для этого специальные ручные пневматические инструменты или полуавтоматические станки.
При необходимости защиты от внешних воздействий (механических, климатических) жгуты изготовляют с дополнительной внешней оболочкой.
Разделку проводов жгута проводят по правилам, рассмотренным в работе, с учетом частных требований к конкретному изделию, контроль жгутов проводят как в процессе вязки, так и по окончании сборки. Обвязка должна соответствовать параметрам жгута и обеспечивать плотное скрепление проводов, а снятый с шаблона жгут должен сохранять заданную форму. Размеры и конфигурацию жгута проверяют, сравнивая его с чертежом или эталоном. Провода проверяют на правильность маркировки и расположения соответственно чертежу и таблице проводов, а также по качеству разделки.
Электрический контроль жгута при большом количестве проводов трудоемок. Отсутствие обрывов и правильность трассировки проводов проверяют вручную с помощью омметра или на специальных стендах при большой программе выпуска, эффективны также электрифицированные шаблоны.








