 2015-05-14
2015-05-14 1097
1097Цель работы.
Практическое изучение процесса сверления отверстий в деталях и исследование точности получения координатных размеров отверстий при сверлении в кондукторе и по разметке.
1. Изучить правила техники безопасности при работе на металлорежущих станках.
2. Изучить устройство и принцип действия сверлильного станка НС-12а.
3. Познакомиться с конструкцией приспособления и инструмента для сверления
отверстий.
4. Рассчитать режимы резания при сверлении.
5. Выполнить сверление заданного преподавателем определённого количества отверстий по разметке.
6. Выполнить сверление такого же числа отверстий при закреплении заготовки в
кондукторе.
7. Измерить координаты полученных отверстий X или У по указанию
преподавателя в том и другом случае с помощью инструментального микроскопа.
8. Пользуясь статистическими методами, определить точность обработки
отверстий при сверлении по кондуктору и по разметке.
9. Сделать заключение о точности получения координат.
10. Оформить отчёт о выполненной работе.
Теоретическая часть
Сверление и другие методы получения отверстий применяют для обработки отверстий в заготовках, полученных литьём, штамповкой, либо для получения отверстий как сквозных, так и глухих, в сплошном материале. Наиболее широко применяется обработка отверстий такими инструментами, как свёрла, зенкеры и развёртки.
Обработка свёрлами выполняется на станках токарной и сверлильно-расточной группы, на многооперационных станках и станках с ЧПУ, на агрегатных станках и автоматических линиях.
Схематически сверление, зенкерование и развёртывание показано на рис.20.1
Сверление - процесс образования отверстия в сплошном материале спиральным сверлом (рис. 20.1,а). Сверление обеспечивает шероховатость поверхности =40-20 мкм при точности диаметра 12 кв.
Зенкерование - (рис. 20.1,б), процесс обработки отверстий, полученных литьём, ковкой, штамповкой или предварительно просверленных с целью улучшения чистоты поверхности и повышения точности, а также для подготовки отверстия к последующему развёртыванию.
Зенкеры, в отличие от сверла, имеют 3 и более зубьев, за счёт чего достигается лучшее направление инструмента, повышение стойкости инструмента и точности размера отверстия.
Зенкерование обеспечивает шероховатость поверхности, равное 2.5 – 1.25 мкм, и точность диаметра 11...10 кв.
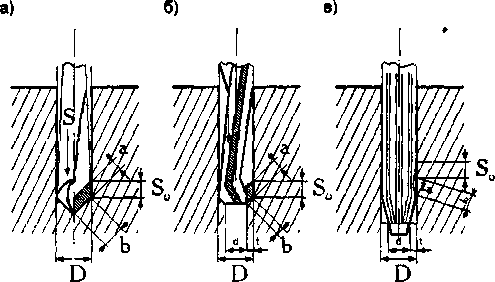 |
Рис. 20.1. Элементы режима резания и срезаемого слоя (а - при сверлении, б- при зенкеровании; в- при развёртывании).
Развертывание - (рис. 20.1,в), процесс окончательной обработки отверстия после растачивания или зенкерования. Под развёртывание оставляется небольшой припуск: 0.1...0.3 мм. Оно характеризуется высокой точностью размеров (8 квалитет) и чистотой поверхности отверстий (1,25…0,40 мкм).
Для повышения точности размера отверстия припуск снимается последовательно двумя - тремя развёртками.
Скоростью резания при обработке отверстий (в м/мин) называется окружная скорость на наибольшем диаметре инструмента:
 ,
,
где  - наружный диаметр инструмента, мм;
- наружный диаметр инструмента, мм;  - число оборотов инструмента,об/мин. Глубина резания при сверлении в сплошном материале:
- число оборотов инструмента,об/мин. Глубина резания при сверлении в сплошном материале:  , а при рассверливании, зенкеровании и развёртывании:
, а при рассверливании, зенкеровании и развёртывании:  , где
, где  -диаметр обрабатываемого отверстия.
-диаметр обрабатываемого отверстия.
Подача при обработке отверстий - перемещение инструмента  вдоль оси за один его оборот. Иногда пользуются минутной подачей:
вдоль оси за один его оборот. Иногда пользуются минутной подачей:  , мм/мин.
, мм/мин.
Срезаемый слой в процессе обработки осевыми инструментами будет характеризоваться шириной "  " и толщиной "
" и толщиной "  " срезаемого слоя (см. рис. 20.1).
" срезаемого слоя (см. рис. 20.1).
Сверление, зенкерование и развертывание выполняют на различных типах сверлильных станков, которые по конструктивным признакам принято делить на 3 основные группы: универсальные, специализированные и специальные.
Станки универсальной группы могут применяться для любых технологических операций, которые встречаются при обработке отверстий. К этой группе относятся одношпиндельные вертикально-сверлильные станки, многошпиндельные вертикально-сверлильные станки (с неподвижной и поворотной головками, переносные и др.). Станки специализированной группы применяют для ограниченного круга операций при обработке отверстий. В эту группы входят агрегатные и другие станки.
Специальные станки приспособлены для использования очень малого количества операций и не допускают переналадку на другие виды работ. К станкам такой группы относятся центровочные станки, станки для глубокого сверления и др.
В качестве приспособлений, служащих для установки и закрепления деталей при сверлении в них отверстий, наиболее распространенными являются кондукторы, прихваты с болтами, машинные тиски, призмы, угольники.
Наиболее распространенным способом сверления является сверление с применением специальных приспособлений - кондукторов.
Кондуктор - приспособление, в котором закреплены стальные закаленные направляющие втулки для сверл. Координаты осей направляющих втулок в кондукторе выдерживаются с более высокой точностью, по сравнению с точностью межцентровых расстояний отверстий, заданной рабочим чертежом на деталь Номинальные диаметры направляющих отверстий втулок и соответствующие номинальные диаметры сверл равны.
Обрабатываемую деталь закрепляют в кондукторе, который может свободно перемещаться по столу станка.
В качестве режущих инструментов в процессе сверления используются сверла различной конструкции: спиральные, перовые центровые сверла, оснащенные пластинками из твердых сплавов и сверла для глубокого сверления, которые в свою очередь делятся на оружейные, одностороннего действия, двухстороннего и с полыми головками.
В зависимости от целей сверления различают черновое и чистовое сверление. При этом получают разную точность обработки и шероховатость обрабатываемой поверхности, а также различную производительность. Цель сверления определяет и режимы резания, которые в свою очередь зависят от материала и конструкции сверла, материала детали, применяемых приспособлений и др.

