 2015-05-14
2015-05-14 4005
4005Под электромонтажными работами понимают совокупность технологических операций, обеспечивающих электрическое соединение элементов, сборочных единиц, входящих в блоки, комплексы, системы и изделия. Электрический внутри- и межблочный монтаж ЭА в зависимости от сложности и конструктивного уровня аппаратуры выполняется одиночными проводами и кабелями, жгутами, жесткими и гибкими платами (рис. 7.1).
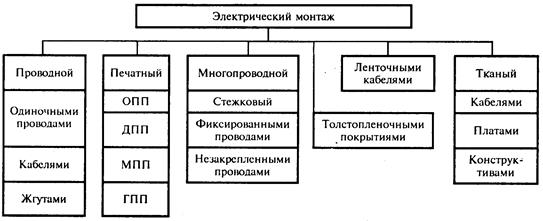
Рис.7.1. Классификация методов монтажа.
Выбор метода монтажа определяется требованиями, предъявляемыми к изготавливаемой аппаратуре, ее сложностью, учетом величины помех. Напряжение помех, вызванное электрическим монтажом, складывается из емкостной, индуктивной и гальванической составляющих. Емкостная составляющая определяется длиной, сечением и типом изоляции проводов, расстоянием между ними и земляными шинами, а индуктивная – рабочей частотой, длиной проводов и расстоянием между ними. Гальванические помехи возникают в цепях электропитания при увеличении омического сопротивления токопроводящих шин. Для снижения помех этого вида провода питания выполняются плоскими, минимальной длины с поперечным сечением, соответствующим токовой нагрузке.
Проводной монтаж представляет собой электрическое соединение отдельных элементов и сборочных единиц с помощью одиночных изолированных проводников (кабелей) или системы проводников, объединенных в жгут. Он применяется для внутри- и межблочного монтажа аппаратуры. Наибольшая плотность монтажа – до 300 элементов на 1 дм3. Монтаж одиночными проводами трудно механизировать и автоматизировать, поэтому доля такого монтажа в дальнейшем постоянно сокращается. Объединение проводов в жгут позволяет выполнять подготовительные операции параллельно со сборкой, использовать автоматизированное оборудование, обеспечивать механическую прочность и стабильность параметров монтажных соединений при повышенных вибрационных и ударных нагрузках.
Печатный монтаж отличается высоким уровнем автоматизации и получил распространение для внутриблочного монтажа. Он выполняется на плоских диэлектрических основаниях и используется в качестве конструктивного элемента (печатной платы). Межблочный монтаж в конструктивных модулях третьего и четвертого уровней ЭА осуществляют путем соединения печатных плат гибкими шлейфами или ленточными кабелями. Наибольшая плотность монтажа достигает 1000 элементов на 1 дм3.
Многопроводной монтаж выполняют фиксированными или незакрепленными проводами, а также стежковым методом. Многопроводной монтаж фиксируемыми проводами представляет собой упорядоченное прокладывание изолированных проводов по поверхности двусторонних печатных плат с фиксацией их в слое адгезива. Монтаж осуществляется автоматически по программе с помощью специального оборудования и экономически целесообразен при макетировании в опытном и мелкосерийном производстве.
Монтаж толстопленочными металлическими покрытиями осуществляется при изготовлении керамических многослойных плат, содержащих до 30 металлизированных слоев, соединенных между собой металлизированными отверстиями диаметром 0,12 мм с шагом 0,5 мм. На лицевой стороне платы размерами 90×50×5 мм устанавливают от 100 до 130 бескорпусных ИМС.
К проводному монтажу предъявляются следующие требования:
– минимальная длина электрических связей;
– обеспечение надежных электрических и механических контактов;
– технологичность при изготовлении и ремонте аппаратуры;
– высокая помехоустойчивость за счет применения экранов, заземления каждого экрана в отдельности, пересечения монтируемых высокочастотных цепей под углом, близким к 90°;
– соблюдение допустимых расстояний между оголенными участками проводов и металлическими поверхностями конструкций (не менее 3 мм для цепей с напряжением до250 В и 5 мм для цепей с напряжением выше 250 В);
– подключение не более 2-3 проводов под один зажимный контакт и выбор сечения проводов в зависимости от токовой нагрузки;
– антикоррозионное или технологическое покрытие оголенных участков проводов под пайку.
К проводам для жгутового монтажа предъявляются следующие требования:
– высокая механическая и электрическая прочность;
– гибкость, эластичность, возможность фигурной укладки;
– наличие цветной изоляции или маркировочных бирок на концах проводников;
– соответствие сечения провода и изоляции току нагрузки, допускаемому падению напряжения;
– наличие паяемых и антикоррозионных покрытий.
Для фиксированного внутриблочного монтажа используют медные провода с волокнистой изоляцией из капроновых нитей (МШДЛ, МЭШДЛ, МГШ, МГШД), пластика (ПВХ, НВ, НВМ), с комбинированной волокнисто-полихлорвиниловой (МШВ, МГШВ, БПВЛ), полихлорвиниловой (ПМВ, МГВ), поливинилхлоридной (МКШ, МПКШ) и резиновой (ЛПРГС, ПРП, АПРФ, ПРГ) изоляцией. Монтаж при повышенной температуре ведут проводами в изоляции из стекловолокна (МГСЛ, МГСЛЭ). При повышенных температуре (до 250°С) и влажности используют провод с фторопластовой изоляцией (МГТФ), для аппаратуры, работающей в интервале температур –60...+ 40°С, провода в шланговой оболочке из морозостойкой резины марок РПД и РПШЭ.
Монтажные провода поставляются в бухтах. Часть проводов, в первую очередь с резиновой изоляцией, имеет луженые токопроводящие жилы, что ускоряет процесс подготовки проводов к монтажу. При выборе цвета изоляции монтажных проводов и их обозначений на электромонтажных схемах рекомендуется учитывать назначение электрической цепи. Помимо цвета провода могут различаться с помощью бирок, липких лент или путем нанесения маркировочных обозначений непосредственно на изоляцию проводов (например, красный – для цепей с высоким положительным потенциалом, синий – с отрицательным потенциалом, желтый – питание переменным током, черный – нулевое значение потенциала и т. д.).
Наиболее широкое применение получила маркировка с помощью маркировочных бирок, изготовленных из полихлорвиниловых трубок. Бирку закрепляют на конце провода таким образом, чтобы она перекрывала обрез его изолирующей оплетки на
1 – 3 мм и не сползала при тряске и вибрации. Изготовление бирок включает маркировку, сушку и отрезку полихлорвиниловых трубок и осуществляется на специальных автоматах.

