 2015-05-10
2015-05-10 473
473Содержаниеработы. Подготовкаисходныхданных,
изучениеосновныхтехническиххарактеристик, оборудова-ния, оснасткии инструмента, применяемых при хонинго- вальной операции, проектированиеи выполнениехонинго- вальнойоперации,определение машинного времении хро- нометраж выполняемойработы.
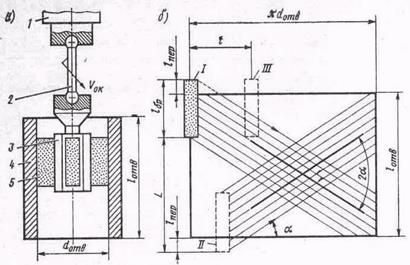 Рис.22. Схемапроцессахонингования(а)иразвертка сеткисле-
Рис.22. Схемапроцессахонингования(а)иразвертка сеткисле-
дов обработки (б):
1—шпиндельстайка: 2— шарнирноеустройство; 3— хонинго- вальнаяголовка; 4— гильза; 5— хонинговальныйбрусок; 2а— угол скрещивания следов; а—угол подъемаследа;
I,II,III—последовательныеположениябрусказаодиндвойной
ход
Оборудованиеи оснасткарабочегоместа: станок ЗГ833спринадлежностями,приспособлениедляустановки и креплениягильзы,шкафдля инструмента, стойкамикро- метраС-ГУ, штатив Ш-П-Н (ГОСТ10197—70), бруски хо- нинговальные,микрометргладкийМК-100(ГОСТ6607—
78),индикаторныйнутромерНИ50-100(ГОСТ868—82),
штангенциркульШЦ-И-250-0,05(ГОСТ166—80),линейка
300 (ГОСТ 427—75), эталон шероховатости по чугуну.
Конструктивно-технологическая характеристика гильзыцилиндра. См. лабораторнуюработу № 1.(Часть 1).
Понятиео процессе хонингования. Требуемыеше-роховатость,точностьразмераи форма зеркалацилиндра могут быть достигнуты хонингованием(рис.22).
Хонингованиепозволяет успешнорешатьрядтехно- логическихзадач,кчислу которыхотносится:получение высокойточностиразмераи формы(IT6 — IT8)ималой шероховатостиобрабатываемыхповерхностей (Rа ≤0,32 мкм).
Таблица28
Хонингованиеведетсяпри обильнойподачесмазочно- охлаждающейжидкости(СОЖ)взонурезаниядля удале-ниястружкии продуктов износасповерхностибрусков ис обрабатываемойповерхности. Крометого, СОЖ отводит часть выделяющегосяпри резаниитепла, оказывает смазы-вающеевоздействие,способствует улучшению условий ре- зания.
Хонинговальныебруски. Абразивныйбрусокхарак-теризуется видомабразивногоматериала(64С),зернисто- стью(М20П), твердостью(С1), структурой(6), видомсвязи (К5),классом(А),типом(БКв) и габаритнымиразмерами. Пример условного обозначения:64СМ20-М28ПСТ2- Т26К5А БКв100Х100 ГОСТ2424-75.Типи размерыабра-зивныхбрусковвыбираютпоГОСТ2424—75в зависимо- сти отвыполняемойоперации, формы и размеров обраба- тываемогоотверстия.
Для изготовленияалмазныхбрусков применяют зерна природйых(А) и синтетических(АС) алмазов.
Характеристикаалмазногобрускавключает следую- щие основныепараметры: вид алмазныхзерен (АСР), зер- нистость (80/63),концентрацию алмазногослоя(100), связ- ку(М1), формуи габаритныеразмеры (2768—0124).
Пример условного обозначения; 2768-0124-1-АСР
80/63-100-М 1 СТ СЭВ 204—75.
Режимхонингования. Основнымипараметрамире- жима резания (табл. 28) при хонингованииявляются сле- дующие:
|
ки, м/мин,
VOK= π·D·n/1000
гдеD — диаметробрабатываемогоотверстия,мм;n—час-
тотавращенияхонинговальнойголовки, мин1;
скоростьвозвратно-поступательногодвиженияголов-
ки, м/мин,
VB.П= 2L·n2 /1000
гдеn—числодвойныхходов хонинговальнойголовкив 1 мин;L =l отв+2 l пер– l бр—длинарабочего,ходахонинго- вальнойголовки, мм; l отв—длинахонингуемогоотверстия, мм; l пер— перебегбрусказапределыотверстия, мм; l бр— длинахонинговального бруска, мм;
соотношениемеждускоростямивращательногоивоз-
вратно-поступательногодвиженияхонинговальной головки λ= VOK/ VB.П.
радиальнаяподача(5),мкм/об,илиудельноедавление брусков (Ро),Н/см2.
Состав СОЖ. Для хонингования чугуна в качестве
СОЖ применяют керосинсдобавлением10—20% масла индустриального И12–А.
а— устройство:
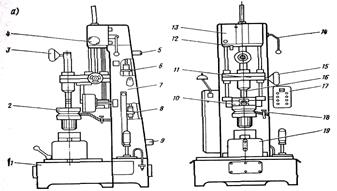 Рис.23.Хонинговальный станок ЗГ833:
Рис.23.Хонинговальный станок ЗГ833:
Редуктор передаетвращениенаприемную шестерню ползуна черезшлицевойвал.Основныедеталиего:веду-щийвал—шестерняс закрепленнымнанемтрехручьевым шкивом иведомаяшестерня, передающаявращениешлице- вомувалу.
Ползун— механизм,передающийвращениеотшлице-
вого вала на проводок 16 хонинговальнойголовки.
Коробкапередач13 установленанаверхнемторцеко-лонны, служит для преобразованиявращательногодвиже- ния приводав возвратно-поступательноедвижениеи пере- дачи его при помощи рейки на ползун.
С лицевой стороны коробки расположен фрикцион-
ный,электромагнитныйтормоз,справойстороны—меха-
/—основание;2—шпиндель; 3— маховикмеханизмаразжимахона: 4
— кулачкирегулировкиходаползуна; 5— электродвигательвозвратно- поступательногодвиженияшпинделя; 6— приводвозвратно- поступательногодвиженияхонинговальнойголовки;7—колонна; 8— приводвращения шпинделя;9—электродвигательприводавращения шпинделя; 10— редуктор; II —ползун; 12— толкательконечноговыклю-чателя; 13— коробкаподач; И —рукояткареверса; 15— маховик ручно- говводахона; 16— поводокхонинговальнойголовки; 17— пультуправ-ления; 18— кранохлаждения; 19— приспособлениедля обработкигильз или блоков;
Станок хонинговальныйЗГ833 (рис. 23) предназначен дляхонингованияотверстийв гильзах автотракторныхдви-гателей.
Основаниестанкапредставляет собой плитукоробча- той формы, внутренняяплоскость которойявляетсярезер- вуаромдля охлаждающейжидкости.Наоснованиираспо-ложены электронасосохлаждения, колонна7 и фильтр. На верхнейрабочейплоскости устанавливаютсяприспособле-ния 19 для обработкигильз или блоков.
На колонне расположены: привод вращения шпинде- ля, приводвозвратно-поступательногодвиженияхонинго- вальной головки, пультуправления(см. рис. 23,б).
низмреверсирования.
Кинематическаясхема станкапозволяет осуществить:
вращательноеи осевое возвратно-поступательное движениехонинговальнойголовки содновременнымради-альнымперемещениембрусков головки;
осевое перемещениеневращающейся хонинговальной головки (вниз, вверх);
осевое перемещениеневращающейся хонинговальной головки (вниз, вверх).
Станок имеет системус ручнымприводоммеханизма разжима.
Осевое усилиеразжимабрусков
P=P0lбрBntg(φ+θ),
гдеP0— удельноедавлениебрусков,Н/cм2; lбр. — длинабруска,см; В— ширинабруска, см; n —числобру- сков; φ —уголконусаразжима,град; θ —уголтрения, град; θ = 6°.
Работа на станке. Предварительнонеобходимоизу-читьустройствостанка,расположение иназначениевсех органовуправления,проверитьналичиесмазкивмеханиз-
мах станка.
Рабочийциклосуществлятьвследующейпоследова-
тельности.
1.Включитьстанок. Приэтомзагоритсясигнальная лампана пультеуправления.
2.Вращениеммаховика 3 (см.рис.23, а) механизма разжимахона по часовойстрелкесжать бруски.
3. Переключатель режимов поставить в положение
«Ввод хона».
4.Нажатькнопку «Подача—пуск»(включитсяэлек-
тродвигательподач).
5. Кратковременными толчкамикнопки«Толчковый» (ползун совершает прерывистыедвижениявниз) подвести хонинговальнуюголовкук обрабатываемомуотверстиюна расстояние не менее50мм.
6. Переключатель режимов поставить в положение
«Ручной».
7.Маховикомручноговводаплавноввестихонинго-
вальнуюголовкув обрабатываемоеотверстие.
8. Переключатель режимов установить в положение
«Ввод хона».
9. Нажатькнопку«Шпиндель—-пуск» (происходит вращательноеи возвратно-поступательноедвижениехонин- говальной головки).
10. Вращениеммаховикапротив часовойстрелкираз- жатьбруски на установленноедавление(сжимаетсятариро- ваннаяпружина, усилиесжатияконтролируетсяпошкале). По часам(секундомеру)начатьотсчет машинноговремени операции. Хонинговать гильзув размер.
11. По окончаниивременихонингованиянажатькноп-ку«Шпиндель—стоп», а затем кнопку«Конеццикла». Электродвигатель 9 приводашпинделяотключается, ползун движетсявверх дотехпор, поканенажметнатолкатель концевого выключателя 12, ползун останавливается.
12. Для полной остановкистанкаи в случаеэкстрен- ной необходимостиотключениявсех механизмовстанка— нажатькнопку«Общий стоп».
Приспособлениедля установкиикреплениягильзы такой жеконструкции,как на расточномстанке.
Проектирование хонинговальной операции выполня-
ется по схеме, приведеннойв лабораторнойработе№ 1.
Нижеприводитсятехнологическаяинструкциянахо-
нингованиегильзы цилиндров (табл. 29),
|
 Содержаниеперехода Указанияпо выполнению
Содержаниеперехода Указанияпо выполнению
| 4. Ознакомиться с особенностями вида обработки | Уяснить схему и сущность про- цессахонингования, точностьпо-лучаемыхразмеров и формы, ве- личинушероховатости поверхно- сти, область примененияэтого вида обработки при ремонтеавто- мобилей, параметрырежимаоб- работкии их влияниенакачество и эффективностьхонингования |
| 5. Определить припуск на хонинго- вание | Определитьдействительныйраз- мер расточенного отверстия под поршень D. Установить ремонт-ныйразмер, подкоторыйследует хонинговать отверстие Dpp. Най-ти припускнахонингование а X= Dрр–D, где Dpp —нижнее отклонение ремонтного размера отверстия под поршень, мм |
| 6. Спроектировать хо-нинговальнуюоперацию |
|

СодержаниепереходаУказанияповыполнению
|
| Содержаниеперехода | Указанияповыполнению |
| 7.Установитьгильзу цилиндра на столе станка | Гильзу цилиндра устанавли- ваютв приспособление(без вы- верки), установочнойбазойслу- жит посадочнаяповерхность. За- крепить гильзув приспособле- нии: а) с пневматическим приво- дом—ручка кранаприводавверх хонингования б)с цанговымзажимом—повер-нуть гайкузажимапо часовой стрелкедо надежногоприжатия гильзы. |
| 8. Подготовить дан- ныедля наладки | Допустимая погрешность центровки5 мм Определить величинупере- бега брусков за пределы отвер- стия l пер=1/3 l бр. Из-занеправильно установ- ленной величины перебегабру- сков возникает повышеннаяпо- грешность формы отверстия(ко- нусообразность, бочкообразность, седлообразностьи др.). Рассчитать усилиепружины механизма разжимабрусков (φ=10°–15°; θ=6°). Рассчитать длинурабочего ходашпиндельной бабки. Величинуусилия сжатия пружины найти на шкале меха-низма разжима. Отыскатькулачкиуправле- |
|
СодержаниепереходаУказанияповыполнению
11. Хонинговатьгильзуцилиндра
|
СодержаниепереходаУказанияповыполнению
| 12. Контрольопера- ции | Измерить диаметр обрабо- танного отверстиягильзы. Определить шероховатость поверхности отверстия (сравне-ниемсэталоном)и величинупо- грешностейразмера иформы (∆размера;∆ов;∆кон). Результатыконтроля размера, формыи шероховатостисопоста- вить стребованиямичертежаили РК. Сделатьзапись в отчет |
| 13. Организационно- техническое обслу-живание рабочего места | Привести в исходное поло- жениеинструмент, деталь, доку- менты. Привестив порядокста- нок, приспособления, инстру- мент. Подписать операционную карту-отчет. Рабочее место сдать дежурному |
| 14. Защита результа- товработы и сдача отчета |
|
| Содержаниеперехода | Указанияповыполнению |
| итребованияЕСТДвчасти,ка- сающейсяоперации |








