 2015-05-18
2015-05-18 1143
1143ЦКБ Реммаштреста разработало гамму приставных коробок скоростей для
использования их при модернизации устаревших моделей металлорежущих станков.
Приставные коробки спроектированы двух типов — на четыре и на девять скоростей. Каждый тип коробки имеет четыре размера для передачи мощности: 2,8; 4,5; 7 и 10 кВт.
Конструкция приставных коробок скоростей является широко-универсальной. Их можно использовать как самостоятельный узел или совместно с колонкой (рис. 13 ). Коробки устанавливают на фундаменте около станка или непосредственно на станке. Возможны 22 варианта установки приставной коробки.
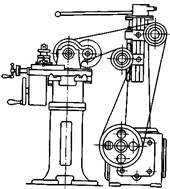
Рисунок 13
Шпиндель станка получает вращение от приставной коробки скоростей посредством ременной передачи. При использовании коробки с колонкой для этой цели обычно Применяется плоскоременная передача с натяжными роликами.
Для сокращения времени на останов станка в приставных коробках скоростей предусмотрено электрическое торможение.
Изменение направления вращения шпинделя осуществляется реверсированием электродвигателя.
Приставная коробка скоростей для продольно-строгальных станков. У современных продольно-строгальных станков скорость рабочего хода стола составляет 60—75 м/мин, а у отдельных моделей достигает 100—120 м/мин. В то же время скорость рабочего хода станков устаревших Конструкций находится в пределах 8— 16 м/мин.
Опыт заводов и теоретические предпосылки показывают, что при модернизации можно увеличивать скорость хода стола до 25—35 м/мин. Для этой цели существующий ременный привод старых станков заменяют либо приводом, работающим по системе генератор — двигатель с бесступенчатым изменением скорости, либо приставной коробкой скоростей с реверсивной электромагнитной муфтой. ЦКБ Реммаштреста для модернизации устаревших моделей продольно-строгальных станков разработало типовую унифицированную реверсивную коробку скоростей.
Реверсивные «коробки скоростей {рис. 14) выполняются двух типоразмеров: мощностью 4,5—7 КВТ (тип УСП-5М-22) и мощностью 10—14 КВТ Обе коробки одинаковой конструкции и обеспечивают на выходном валу четыре скорости вращения и быстрый обратный ход. Реверсирование осуществляется электромагнитными муфтами 2 и 3. Числа зубьев сменных колес 4 и 5 выбираются в зависимости от технологических задач модернизации.
Изменение скорости рабочего хода стола осуществляется рукоятками А и Б, которые управляют двойными подвижными блоками шестерен Б1 и Б2.
Приставная коробка скоростей соединяется с ведущим валом привода движения резания посредством полужесткой муфты 6.
Рисунок 14
Приставная коробка подач. Для токарно-винторезных станков и ряда других типов металлорежущего оборудования необходимо иметь тонкое ступенчатое изменение скорости подачи. В станках устаревших конструкций для этой цели предусматривались гитары, сменных колес, что требовало много времени на изменение величины подачи или шага нарезаемой резьбы. Применение приставной коробки подач с цклиндро-коническими зубчатыми передачами (см. кинематическую схему на рис. 15) позволяет решить задачу модернизации привода подач устаревших станков.
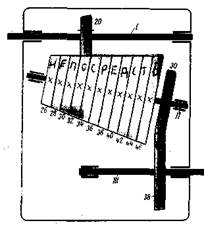
Рисунок 15
На шлицевом валу / (рис. 15) установлена обычная цилиндрическая подвижная шестерня 20. На валу, расположенном под определенным углом к валу, закреплен ряд цилиндро-конических колес. Количество цилиндро-конических колес соответствует количеству скоростей коробки. На схеме показана коробка на 11 скоростей с конусом цнлиндро-конических колес от 26 до 46 зубьев. Вал связан с валом III обычной конической передачей 30 — 38. Изменение скорости выходного вала коробки подач производится перемещением шестерни 20 по валу и зацеплением ее с одним из цилнндро-конических колес. Для обеспечения возможности переключения скоростей конус цилиндро-кояических колес собран так, что в одном из его продольных сечений оси зубьев всех колес находятся на одной прямой. Перемещение шестерни 20 вдоль вала возможно только а тот момент, когда шестерня находится в зацеплении с зубьями цилнндро-конических колес, расположенных на одной прямой. В коробке подач имеется специальный механизм, который производит переключение скоростей только в соответствующий момент.
Приставная коробка подач с быстрым ходом. При переделке продольно-строгальных станков устаревших конструкций в продольно-фрезерные.необходимо уменьшить скорость хода стола, так как при фрезеров амии перемещение стола является подачей, а не движением резания- В то же время желательно увеличить количество скоростей подач.
Все эти задачи решаются применением при модернизации дополнительной приставной коробки 'подач, показанной на рис. 16. _ Приводной шкив Ш получает вращение от электродвигателя через клиноременную передачу. Выходной вал приставной коробки соединяется с приводом перемещения стола соединительной муфтой Мс. Рабочая подача стола осуществляется при включении кулачковой муфты Мк вправо через шестерни 20 — 100, 20 — 100 и тройной блок шестерен Б] -с тремя различными скоростями. Включением кулачковой муфты М к влево достигается быстрое перемещение стола. Предохранительная муфта Ма служит для смягчения удара в момент включения быстрого хода стола.
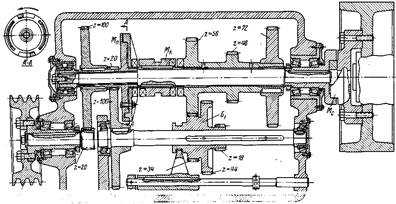
Рисунок 16








