 2015-05-20
2015-05-20 660
660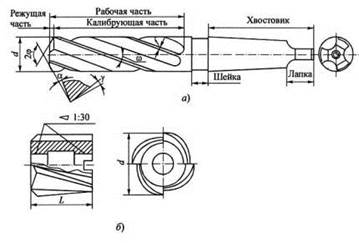
Калибрующая часть - зенкера обеспечивает необходимую точность размера отверстия, направляет зенкер в процессе обработки отверстия и служит запасом на его переточку. На ней расположены цилиндрические ленточки шириной f = 0,8...2,0 мм для d = 10...80 мм. Радиальное биение ленточек должно быть не более 0,04...0,06 мм.
Число канавок. Зенкеры изготавливают, как правило, с тремя (хвостовые) или четырьмя (насадные) канавками. Применяются также насадные зенкеры крупных размеров (d > 58 мм) с шестью и более канавками. В тяжелом машиностроении для снятия больших припусков применяют двузубые зенкеры (зенкеры-улитки), насаживаемые на оправки.
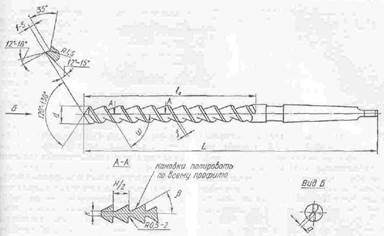
30) Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях резания, что в сочетании с сокращением вспомогательного времени (отсутствие промежуточных выводов сверла) дает повышение производительности в 2—3 раза по сравнению с работой удлиненными стандартными сверлами.
37. Фрезы дисковые трехсторонние, для прорезки шпоночных пазов, отрезные. Выбор типа фрезы зависит от формы обрабатываемой поверхности. Открытые вертикальные плоскости обрабатывают торцовыми фрезами, а горизонтальные — цилиндрическими торцы, пазы и уступы — дисковыми, трехсторонними, концевыми, шпоночными, пазовыми или угловыми фрезами Дисковые фрезы пазовые (рисг 126, б) используют при фрезеровании пазови канавок. По мере стачивания зубьев, в результате поднутрения, толщина фрезы несколько уменьшается. Но при правильном выполнении процесса заточки это не имеет большого.значения, так как величина уменьшения невелика. Дисковые двусторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на торцах. Боковые режущие кромки принимают второстепенное участие при прорезании пазов, но имеют главное значение при фрезеровании торцом фрезы (как показано на рис. 126, в). При прорезании глубоких пазов применяют трехсторонние фрезы. [c.248]
Дисковые фрезы пазовые, двухсторонние и трехсторонние имеют режущие зубья на цилиндре и на одном и обоих торцах. Они используются приобработке пазов и канавок. Дисковые фрезы могут изго тавливаться с прямыми или наклонными зубьями. Наклонные зубья применяют для получения на торцовых кромках двухсторонних фрез положительных передних углов. Если такую фрезу использовать как трехстороннюю, то нарежущих кромках , расположенных на втором торце, передние углы будут отрицательными. С целью получения [c.70]
При фрезеровании прямоугольных пазов применяют следующие дисковые фрезы пазовые , пазовые затылованные (рис. 22, е), трехсторонниес мелким зубом, трехсторонние сборные со вставными ножами (рис. 22,г), трехсторонние с раскощенными зубьями и др. [c.89]
Дисковые фрезы (рпс. 31, а—б) применяют на горизонтально-с])резер ых станках. Их изготавливают цельньши и со вставными ножами, оснап1енными пластинами из быстрорежущей стали или твердого сплава. Основные типы цельных фрез — пазовые и трехсторонние. Пазовые имеют зубья только на цилиндрической част, -, а трехсторонние — на цилиндрической части и обоих торцах. Фрезы со вставными ножами изготавливают двусторонние (зубья на одном торце и па цилиндрической части) п трехсторонние. Последние применяются на1 более широко, так как они обеспечивают меньшую шероховатость обработанных поверхностей. [c.64]
38. Сборные фрезы, конструирование фрез. Дисковые трехсторонние сборные фрезы со вставными ножами избыстрорежущей стали или с пластинками твердого сплава изготовляют с разнонаправленными зубьями. Их можно изготовить с углом наклона ножей а = 20°, вдвое меньшим числом зубьев с неравномерным окружным шагом и большими размерами стружечных канавок. Неравномерность шага характеризуется разностью 6° в величине центральных углов между соседними зубьями. [c.461]
Фрезы делаются цельными, составными, сборными с режущей частью избыстрорежущих сталей или с пластинками твердых сплавов. [c.293]
Фрезы делают цельными, составными, сборными с режущей частью избыстрорежущих сталей или с пластинками твердых сплавов. Вследствие преимуществ фрез, оснащенных пластинками из твердых сплавов (высокая производительность, высокое качество обработанной поверхности, исключающее иногда применение шлифования возможность обработки закаленных сталей снижение себестоимости обработки и др.), их успешно применяют в металлообрабатывающей промышленности. [c.245]
ФРЕЗЫ СБОРНЫЕ С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ОБРАБОТКИ КРОМОК ДВЕРНОГО ПОЛОТНА
39. Неравномерность фрезерования, фрезы затылованные. Настоящий стандарт распространяется на пазовые затылованные фрезы со шлифовальным профилем диаметром от 50 до 200 мм, предназначенные для обработки пазов с полям и допусков Н 9, Р9, N9 и ПШ по ГОСТ 23360 в изделиях из конструкционных сталей и чугунов. Требования разд. 1—4, а также п. 2а.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми
40. Причины неравномерности фрезерования. По мнению новатора В, Я. Карасева, неравномерность шага зубьев устраняет вибрации, возникающие в процессе фрезерования. Неравномерность шага обеспечивает различную толщину среза, снимаемую каждым зубом. В результате этого получается переменная нагрузка на каждый зуб, что приводит к резкому сокращению вибраций и более спокойной работе фрезы, в особенности при фрезеровании глубоких пазов. Высокая износостойкость. Хорошо сопротивляется ударам, вибрациям, выкрашиванию. Стойкость в 1,5—2,5 раза выше, чем у сплава ВК6, и в 2—4 раза выше, чем у сплава ВК8. Черновое точение при неравномерном сечении среза и непрерывным резании, черновое фрезерование, рассверливание и растачивание нормальных и глубоких отверстий, черновое зенкерование. Отрезка токарными резцами при обработке чугуна,цветных металлов и их сплавов, неметаллических материалов, титана ититановых сплавов, а также нержавеющих сталей и жаропрочных сталей и сплавов.
41. Условие равномерности фрезерования при выборе числа зубьев фрезы. Торцовые фрезы имеют ряд преимуществ по сравнению с цилиндрическими. Они обеспечивают равномерное фрезерование даже при небольших припусках на обработку, так как угол контакта фрезы с заготовкой зависит только от диаметра фрезы и ширины заготовки. Длина дуги контакта в этом случае больше, чем при фрезеровании цилиндрическими фрезами. Установка торцовой фрезы непосредственно вшпиндель станка исключает необходимость в применении длинных и недостаточно жестких оправок, неизбежных при работе цилиндрическиминасадными фрезами, и позволяет использовать фрезы диаметром до 800... 1000 мм и более. [c.151]
Угол наклона винтовых зубьев. Он служит для достижения равномерного фрезерования, для уменьшения мгновенной ширины стружки при врезании и для отвода стружки в желательном направлении. [c.294]
При фрезеровании с небольшими припусками число зубьев следует рассчитывать, исходя из необходимости получения наибольшего числа переточек при сохранении равномерного фрезерования , по следующей формуле [c.297]
Благодаря большому количеству зубьев в зацеплении с деталью находится всегда свыше двух зубьев, что обеспечивает большую равномерность фрезерования и качественно обработанную поверхность. Для контроля угла профиля и ширины зуба фреза снабжена одним полным (контрольным) зубом. [c.386]
Диаметр (от 60 до 80 мм, через каждые 5 мм) и толщину (от 8 до 18 мм) фрезы выбирают в зависимости от размера резьбы и габаритов станка. Число зубьев определяют из условия равномерности фрезерования . Для этого в работе должно участвовать не менее двух зубьев, т. е. чтобы центральный угол [c.386]
На фрезах с прямыми зубьями толщина срезаемого слоя а одинакова на всей длине режущего периметра каждого зуба и за время поворота на угол контакта ф меняется, нарушая равномерность фрезерования . Для устра- [c.337]
Процесс происходит более спокойно (более равномерно), если в работе одновременно находятся два или три зуба. В этом случае уже не будет таких резких изменений в площади поперечного сечения среза. Однако и при достаточно большом числе зубьев, одновременно находящихся в работе, для прямозубой фрезы невозможно получить равномерное фрезерование, т. е. такое фрезерование, при котором площадь поперечного сечения среза оставалась бы постоянной на всем протяжении обработки. [c.305]
Равномерное фрезерование при определенных условиях можно получить лишь при работе фрезой с винтовым зубом, у которой режущая кромкакаждого зуба постепенно входит в заготовку, а затем постепенно выходит из нее
42. Обеспечение равномерности при фрезеровании цилиндрическими фреза мл с винтовыми зубьями. Широко распространены в машиностроительном производстве цилиндрические и концевые фрезы. Известно, что замена режущих элементов из быстрорежущих сталей на твердосплавные позволяет существенно повысить производительность обработки и качество обрабатываемой поверхности. Однако применение фрез с твердосплавными затачиваемыми винтовыми зубьями сдерживается по причине сложности их заточки и относительно высокой трудоемкости их изготовления. Логичным выходом из создавшейся ситуации стало применение сборных режущих инструментов с механическим креплением сменных многогранных пластин (СМП), установленных на технологической винтовой линии. Многие инструментальные фирмы во всем мире предлагают большой выбор сборных фрез. Однако эти инструменты нетехнологичны при изготовлении, обладают невысокой точностью. Производить собственный инструмент машиностроительным заводам препятствует отсутствие методик по формированию оптимальных решений по конструктивным и геометрическим параметрам сборных фрез с СМП. Поэтому разработка конструкций сборных фрез с технологической винтовой линией является актуальной темой исследования.
Научная библиотека диссертаций и авторефератов disserCat http://www.dissercat.com/content/povyshenie-rabotosposobnosti-frez-formirovaniem-tekhnologicheskoi-vintovoi-linii-smennymi-mn#ixzz3aVvPcqFv
43. Типы фрез с затылованиыми зубьями. Особенности конструкции Кривые затылования.
48,Инструменты для обработки зубчатых колес. Методы нарезания зубьев зубчатых колес. Одной из важнейших функций делительной головки является нарезание с её помощью прямозубых, винтовых и червячных зубчатых колёс. Приступая к работе необходимо ознакомиться с элементами зубчатого колеса (рис. 1).
Делительная (начальная) окружность dд (в мм), по которой происходит качение зубчатой пары без скольжения – для нормального зуба и угла профиля a =20°.
Шаг зацепления t, мм – расстояние между одноимёнными сторонами двух соседних зубьев, измеренное по дуге делительной окружности. Шаг зацепления равен сумме толщины зуба и ширины впадины:
t= S+ SB.
Толщина зуба S и ширина впадины SB по дуге делительной окружности нормального колеса теоретически равны.
Шевингование — процесс отделочной обработки зубьев колес при помощи специального инструмента –шевера. Шевер, предназначенный для прямозубых цилиндрических колес, представляет собой косозубую рейку, колесо либо червяк, сопряженные с обрабатываемым колесом. Для образования стружечных канавок на боковых поверхностях зубьев шевера прорезают мелкие канавки, Поэтому рабочая поверхность шевера напоминает поверхность напильника е одинарной насечкой.
В процессе шевингования шевер вводится в плотное зацепление с обрабатываемым колесом. В результате взаимного скольжения сопряженных поверхностей зубьев шевера и колеса происходит срезание тонких волосообразных стружек.
Шевингование значительно улучшает чистоту поверхности, повышает точность по окружному шагу и направлению зубьев и снижает уровень шума зубчатых передач.
Шевингование применяется для чистовой обработки зубчатых колес с твердостью HRC 35. Начинают осваивать шевингование колес твердостью HRC 40- 45. Однако при шевинговании колес, изготовленных из материалов высокой твердости, наблюдается повышенный износ шевера.
48,Инструменты для нарезания цилиндрических колес методом копирования. Существует два основных способа нарезания зубьев цилиндрических зубчатых колес: копированием и обкаткой (огибанием).
Простейший способ нарезания копированием заключается в прорезании впадин между зубьями профильными (модульными) фрезами. После прорезания каждой впадины заготовку поворачивают на величину шага зацепления. Нарезание зубьев по способу копирования дисковыми фрезами производится на универсально-фрезерных станках с применением делительных головок, а пальцевыми фрезами нарезают на зубофрезерных станках, снабженных специальными головками или на специальных станках. Способ копирования в силу ряда недостатков применяется лишь для нарезания зубьев колес невысокой точности при единичном производстве (главным образом в ремонтных мастерских).
Неточность нарезания зубьев этим способом в основном определяется следующей причиной: чтобы получить точный профиль зубьев, нужно было бы для каждого модуля применять отдельную дисковую фрезу. Но это экономически невыгодно, так как пришлось бы иметь в цехе слишком большое число фрез. Поэтому используют наборы в 8, 15 или 26 фрез. Таким образом, одной фрезой нарезают зубчатые колеса с разным числом зубьев, находящимся в определенном диапазоне.
Нарезание зубьев методом обкатки (огибания) основано на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент.








