 2015-05-20
2015-05-20 2264
2264| Наименование изделия | Кол. | Примечание |
| Аккумулятор | 2 шт | |
| Агрегат бензоэлектрический (220 В) | 1 шт. | Мощность 1-2 кВА |
| Удлинитель электрический 25 м | 1 шт | |
| Рефлектометр оптический | 1 шт. | |
| Сварочный аппарат (автомат) | 1 шт. | |
| Претензионный скалыватель | 1 шт. | |
| Оптический тестер (комплект) | 1 компл. | |
| Визуальный дефектоскоп | 1 шт. | |
| Комплект оптических телефонов с прищепкой | 1 компл. | |
| Инструмент для монтажа ОК с очистителем ОК | 1 компл. |
Таблице 2 (продолжение)
| Муфты с ремонтным комплектом | 5 шт. | Для использования при организации постоянной вставки |
| Шнуры «пачкорд», «пигтейл» | 8 шт. | Длина шнуров до 20 м |
| Комплект для восстановления изоляции пластмассовой оболочки ОК | 2 компл. | |
| Термоусауживаемые колпачки для ОК | 10 шт. | |
| Фен или газовая горелка | 1 шт | |
| Фонарь электрический | 1 шт. | |
| Электромолоток | 2 шт. | |
| Стол для монтажа ОК | 1 шт. | |
| Кронштейн универсальный для крепления муфт | 1 шт | |
| Термос для воды на 10 л | 2 шт. | |
| Измерительная катушка с ОВ | 1 шт. | Длина ОВ 500 м |
| Инструмент для монтажа механических соединителей | 1 компл. | |
| Механический соединитель | Количество соответствует удвоенному кол-ву волокон в ОК, плюс 4 шт. | |
| Набор шанцевого инструмента | 1 компл. | |
| Стандартный набор кабельщика спайщика | 1шт | |
| Газоанализатор | 1 компл | |
| Пояс монтажника | 2 шт | |
| Каска монтажника | 4 шт | |
| Палатка для работ | 1 шт | |
| 12 В переноска | 1 шт | |
| Ограждение + сигнальная лента | 1 компл | |
| Предупреждающие знаки | 1 компл | |
| Огнетушители | 2 шт | |
| Аптечки первой помощи | 2 шт |
Внутри автомашины должен быть установлен монтажный стол, оборудованный приспособлениями для закрепления концов монтируемых кабелей и размещения монтажных инструментов. Здесь же должно быть предусмотрено место для транспортирования устройства для сварки оптических волокон и работы с ним во время монтажа, а также ящики для монтажных материалов и инструмента.
7.9 Монтаж прямой соединительной муфты производится с соблюдением технологии и последовательности выполнения рабочих операций, приведенных ниже, в соответствии со схемой распределения ОВ на кассете.
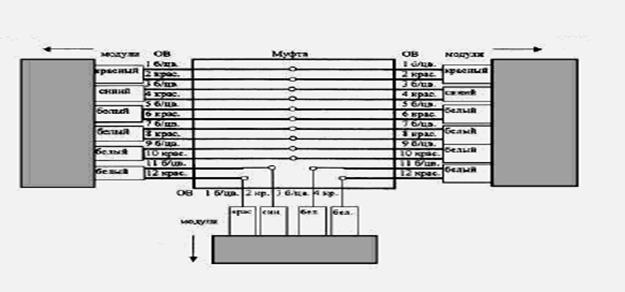
Рисунок 12 –- Пример схемы распределения ОВ на кассете разветвительной муфты
Перед монтажом оба конца ОК, не раскручивая кольца запаса, подают из колодца в монтажно-измерительную автомашину к монтажному столу. На длине 2000 мм оба конца кабеля протирают ветошью, смоченной в бензине Б-70, а затем – сухой, полиэтиленовую оболочку обоих концов кабеля надрезают и удаляют с сердечника. Снимают пластмассовые ленты или нити. Ветошью, смоченной в бензине или специальной смывочной жидкостью, а затем – сухой удаляют с сердечника кабеля гидрофобное заполнение. Из сердечника обоих концов кабеля освобождают центральные силовые элементы. Оптические волокна распределяют по кассетам и выводят в их окна. С оптических волокон удаляют модульные трубки так, чтобы часть трубки осталась в кассете после выкладки запаса волокна. После удаления модульных трубок волокна протирают от гидрофобного заполнителя тампоном, смоченным в бензине Б-70 или в спирте.
После выполнения перечисленных выше рабочих операций приступают к сварке оптических волокон, для чего на оптическое волокно надвигают защитную термоусаживаемую гильзу КДЗС, она содержит термоусаживаемую трубку, внутри которой находится несущий металлический стержень. На длине 30 мм удаляется защитное покрытие. Освобождённый от защитного покрытия участок волокна протирают тампоном, смоченным в спирте.
Для получения качественной сварки производят скол оптического волокна. В простейшем варианте применяются специальные устройства, в которых осуществлен принцип насечки и облома волокна на гибком элементе. При работе с таким устройством на оптическом волокне, отступив на 14-15 мм от начала его защитного покрытия, делают сначала насечку, а затем, изгибая упругий элемент, обламывают волокно в месте насечки (см. Рисунок 13).
Скол должен быть ровным и перпендикулярным оси волокна.
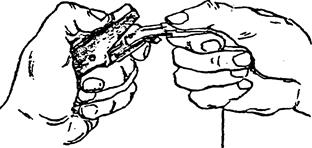
Рисунок 13 – Скол оптического волокна
Если скол не получился, операции по удалению защитного покрытия и сколу следует повторить до получения требуемого качества. Аналогично подготавливают волокно другого конца кабеля.
Более качественные сколы оптического волокна получаются при применении скалывателей сложной конструкции с электронно-настраиваемыми ультразвуковыми вибрационными алмазными лезвиями (см. Рисунок 14).
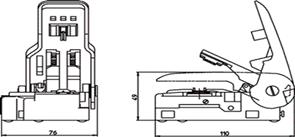
Рисунок 14 – Скалыватели сложной конструкции с электронно-настраиваемыми ультразвуковыми вибрационными алмазными лезвиями
Основные характеристики скалывателей СТ – 20:
− механизм автоматического перемещения ножа;
− минимум рабочих операций: скол в одно действие;
− увеличенный в четыре раза ресурс ножа – 48 000 сколов;
− возможность работы с ленточным волокном;
− диаметр защитного покрытия волокна – 250 и 900 мкн;
− средний угол скола (для одиночного волокна) – 0,5.
Технология сварки является в настоящее время самым распространенным среди строителей сетей связи общего пользования способом сращивания волокон. Реализующие эту технологию сварочные аппараты используются:
− для соединения световодов отдельных строительных длин кабелей в процессе строительства линий связи большой протяженности, а также во время монтажа разветвительных и переходных муфт;
− при оконцевании световодов оптическими вилками в случае применения решения на основе монтажных шнуров.
Принцип действия сварочного аппарата основан на расплавлении предварительно обработанных концов световодов с последующим их сведением и слиянием. В зависимости от способа выравнивания и сведения волокон эти приборы в общем случае делятся на полуавтоматические и автоматические.
Сварку оптических волокон двух строительных длин кабеля производят в соответствии с указаниями паспорта на устройство, которым производится сварка.


Рисунок 15 – Устройство для сварки оптических волокон
Сварку необходимо производить с помощью автоматического малогабаритного сварочного аппарата, в том числе можно производить сварку внутридомовых распределительных сетей, как показано на Рисунке 15 Величина затухания сварного стыка, измеряется автоматически.
Получив положительные результаты измерений, на сварное соединение устанавливают и усаживают защитную термоусаживаемую гильзу КДЗС. Работу проводят под постоянным контролем затухания стыка.
Между фиксаторами гильз наносят немного липкого полиизобутиленового компаунда, затем укладывают усаженную гильзу и выкладывают волокно по периметру кассеты, аналогично сваривают и выкладывают остальные волокна (см. Рисунок 16)
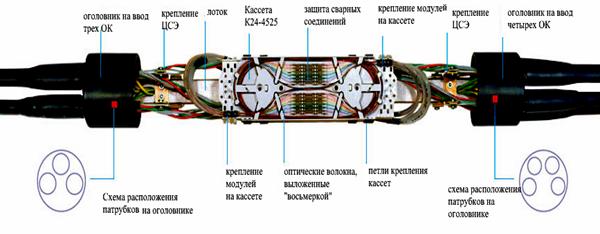
Рисунок 16
Далее сваривают оптические волокна, выведенные в окна следующих кассет. После сварки всех волокон порядок их счета следует отметить в паспорте на смонтированную муфту. Паспорт вкладывают в корпус муфты. Согласно инструкции на монтаж муфты, на смонтированные кассеты надевают корпус и производят герметизацию вводных патрубков и корпуса. На магистральных линиях предпочтительна установка муфт с герметизацией патрубков термоусаживаемыми трубками. На магистральных ВОК там, где требуется оперативный доступ к волокнам допустима установка механических муфт с герметизацией патрубков и корпуса при помощи уплотнительных вставок.
Варианты размещения оптических муфт в колодцах кабельной канализации показаны на Рисунке 17 и Рисунке 18.
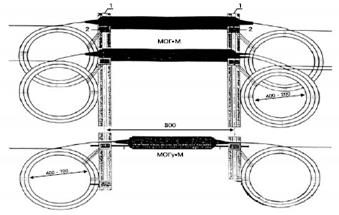
Рисунок 17 – Размещение проходных муфт в кабельных колодцах
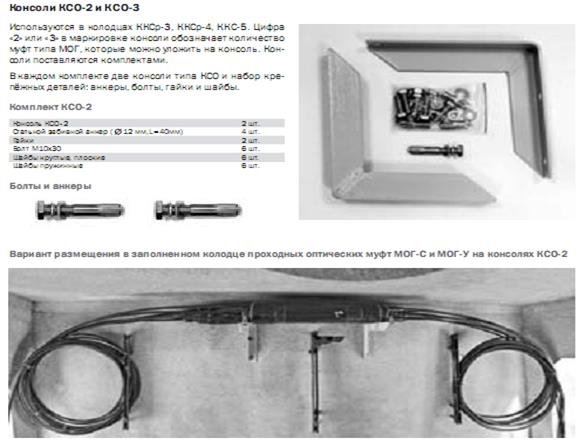
В заполненных колодцах для установки оптических муфт предлагаются стальные консоли типа КСО-2 которые устанавливаются не на кронштейны, а непосредственно на боковые стенки колодца, ближе к перекрытию. Пристрелка крепёжных металлоконструкций в колодцах запрещена. Поэтому консоли типа КСО крепятся к стенам при помощи стальных забивных болтов, следующим образом: в стенах колодцев сверлятся отверстия, в которых устанавливаются анкеры, а консоли КСО закрепляются на анкерах с помощью болтов М 10.
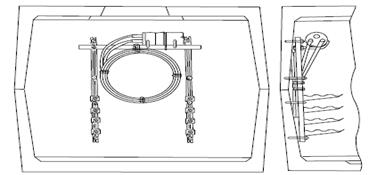
Рисунок 1 8 – Размещение тупиковых муфт в кабельных колодцах
7.10 В смотровых устройствах кабельной канализации на кабель возле смонтированной муфты устанавливают свинцовое или пластиковое нумерационное кольцо или пластмассовую бирку. На кольце или бирке указывают, между какими АТС или ОРШ, ОРК проложен кабель, марку кабеля и его номер.
В смотровых устройствах на ОК и в средней части смонтированной муфты желтой краской делают предупреждающую отметку размером 20x20 мм. По окружности канала кабельной канализации наносят желтой краской полосу шириной не менее 50 мм.
7.11 Для перехода линейных оптических кабелей в станционные с оболочкой не поддерживающей горение в помещение ввода кабелей необходимо предусматривать установку дополнительных металлоконструкций со специальными кронштейнами, для размещения станционных муфт из которых выводится провод заземления бронированных линейных кабелей. Много волоконные (48-96 или 144 волоконные) станционные оптические кабели в оболочке, не поддерживающей горение от станционных муфт по кабельростам должны подаваться в помещение оптического кросса. Пример расчёта количества и ёмкости станционных муфт для сетевого узла обеспечивающего передачу услуг GPON 15000 абонентам. При коэффициенте сплиттирования 1:32 и 30 % запасе волокон на магистральной сети в сетевой узел GPON необходимо ввести не менее 600 волокон линейного кабеля. При переходе на 48 волоконные станционные кабели в шахте необходимо установить 12 станционных муфт, при переходе на 96 волоконные кабели потребуется установить 7 станционных муфт, при переходе на 144 волоконные кабели (в исполнение 12 волокон в одном модуле) потребуется установить 4 станционные муфты.
Как вариант вместо группы переходных муфт можно устанавливать в кабельных шахтах водной шкаф на 480 или 960 волокон. Шкаф обеспечивает переход линейного кабеля в полиэтиленовой горючей оболочке на станционный в полихлорвиниловой (негорючей) оболочке. Шкаф на 480 волокон должен оснащаться 5 стандартными полками каждая для соединения 96 волокон, в каждой полке устанавливается 8 двенадцати волоконных сплайс-пластин, что обеспечивает монтаж 480 стыков линейного волокна со станционным. Шкаф должен оснащаться медной шиной с зажимами для заземления металлических элементов конструкции кабеля.
Зажимы должны позволять производить простое отсоединение брони кабеля от шины заземления и производить регламентные измерения изоляции шланга кабеля в процессе эксплуатации. Шкаф должен крепиться в двух вариантах, в ячейке перчаточного щита или на стенку. Ориентировочные габариты шкафа 800х600х350 мм.
Шкаф должен комплектоваться кабелейтерами для выкладки модулей и держателями кабеля.
При отсутствии в помещение ввода кабелей и в помещение АТС свободных мест на воздушных желобах, для прокладки станционных ВОК необходимо предусматривать установку дополнительных воздушных желобов. При отсутствии такой возможности в помещение ввода кабелей допускается прокладка кабелей путем подвески снизу кабельроста или в одном пакете с кабелями с металлическими жилами, при условии соблюдения допустимого радиуса изгиба и защиты ВОК гофрированной трубой.
ПРИМЕЧАНИЕ. При прокладке от ODF до ОРШ магистральных кабелей, монтаже ODF, муфт и ОРШ, монтаже распределительной сети установке ОРКСп должен присутствовать представитель технического надзора контролирующий в том числе правильность раскладки волокон по цветам в модулях сращивания и коммутации, муфтах, обеспечение оставления 6-5 метровых запасов кабеля у муфт, двух метровых запасов для возможного перемонтажа ОРШ, оставляемых у ближайшей муфты. Представители участка по обслуживанию сетей PON должны (контролировать) достоверность промежуточных измерений монтируемых магистральных сетей.








