 2015-05-10
2015-05-10 757
757Тема: ПОВЕРКА МИКРОМЕТРА
Литература:
1. Шишкин И.Ф. Метрология, стандартизация и управление качеством: Учеб. для вузов/ Под ред. акад. Н.С. Соломенко. - М.: Изд-во стандартов, 1990.
Лабораторная работа № 2
ПОВЕРКА МИКРОМЕТРА
Цель работы:
- изучить устройство и принцип действия микрометра;
- получить первичные практические навыки в выполнении поверки СИ,
- осуществить поверку микрометра,
- определить пригодность микрометра к использованию.
Поверкой называется комплекс мероприятий (проверок) по определению пригодности СИ к использованию путем определения фактических (полученных путем измерений) метрологических характеристик и сравнения их с допустимыми (взятыми из нормативных документов).
Общие сведения
1.1. Устройство и принцип действия микрометра
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт - гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25 мм. (0-25, 25-50 и т.д. до 275-300). При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.
Устройство микрометра изображено на рис.1.
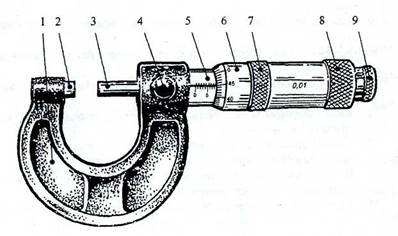
Рис.1. Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием микрометра является скоба 1, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5. В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана должно осуществляться с помощью трещотки 9 для создания одинакового калибровочного и измерительного усилия, которое для микровинта равно F = 7 ± 2Н. Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
Отсчетное устройство микрометра состоит из двух шкал (Рис.2.):
- продольной (на стебле измерительной системы) и
- круговой (на круговой поверхности барабана).
Продольная (грубого отсчета) шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Отсчет снимается по последнему делению, которое видно.
Круговая (точного отсчета) шкала имеет 50 делений с ценой деления 0,01 мм (при шаге винта S - 0,5 мм), нанесенных на поверхности барабана по окружности. Индексом для снятия отсчета служит продольная линия грубой шкалы. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой - десятые и сотые доли миллиметра. Третий десятичный знак отсчитывают приближенно, зрительно интерполируя цену деления шкалы барабана до 0,1 деления (до 0,001 мм).
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана.
Например, на рис.2 полный отсчет показания микрометра равен:
Lm = LCT + Lб = 2,5 + 0,31 = 2,81 мм.
Для обеспечения нормированной точности использования СИ необходимо проведение поверочных (калибровочных) работ, содержащих ряд отдельных проверок и регулировок. Любое СИ имеет общие для всех средств проверки (регулировки) и индивидуальные для каждого конкретного типа СИ..
Из числа общих для микрометра относятся:
- установка (проверка) прибора на нуль (начало отсчета) и
- определение инструментальных погрешностей.
К индивидуальной – проверка параллельности (непараллельности) измерительных поверхностей.








