 2015-05-12
2015-05-12 2142
2142В практике слесарного дела слесарю часто приходится изгибать полосовой, круглый и других профилей металл под углом с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т. п.).
Главное при гибке - это определение длины заготовки. При расчете длины заготовки деталь разбивают на определенные участки, подсчитывают длину закруглений и длину прямолинейных отрезков, а затем суммируют.
Например, нужно определить длину заготовки из полосового металла для угольника. Длина угольника состоит из двух участков. К общей длине заготовки дается припуск на загиб (обычно он принимается равным 0,6-0,8 толщины материала).
Определить длину развертки заготовки для кольца с наружным диаметром 100 мм можно по формуле l=πd=3,14X100=314 мм.
Гибка двойного угольника в тисках (рис. 3). Производится после разметки листа, вырубки заготовки, правки на плите и опиловки по ширине в размер по чертежу. Подготовленную таким образом заготовку 1 зажимают в тисках 2 между угольниками-нагубниками 3 и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой 4 и загибают вторую полку угольника. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер.
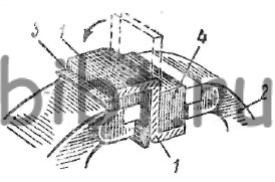
Рис. 3. Гибка металла двойного угольника в тисках
Гибка труб. Трубогиб.
При гибке труб наружная часть трубы вытягивается, а внутренняя дает усадку. Толстостенные трубы малых диаметров вокруг цилиндра выбранного размера огибаются без особых затруднений и заметных изменений формы сечения. Гибка труб диаметром 10 мм и больше требует применения специальных приспособлений. Тонкостенные трубы диаметром 30 мм и больше с малым радиусом изгиба гнут только в нагретом состоянии (рис. 4, а и б).
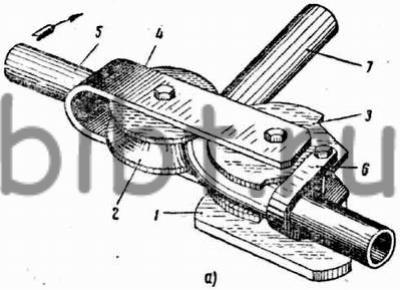
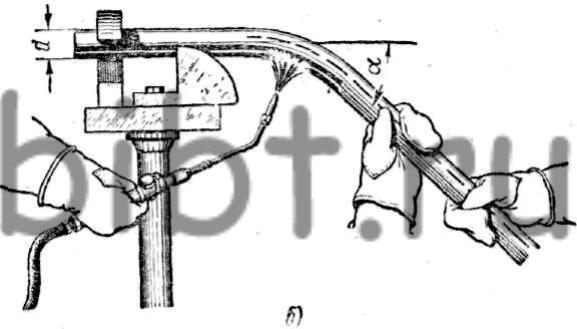
Рис. 4. Гибка труб:
а - в приспособлении: 1 - станина, 2 - подвижный ролик, 3 - неподвижный ролик, 4 - рычаг, 5 - рукоятка, 6 - хомутик, 7 - труба; б - вручную
Трубы малого диаметра изгибают в приспособлении, состоящем из станины 1, подвижного ролика 2, неподвижного ролика 3, рычага 4, рукоятки 5 и хомутика 6.
Наименьший радиус изгиба определяется радиусом направляющего ролика. Изгибаемую трубу 7 вставляют концом в хомут приспособления и надевают на нее обрезок трубы длиной около 500 мм с зазором 1-2 мм. Указанный способ дает возможность получить загиб только вокруг ролика приспособления.
Для предупреждения сминания, выпучивания, появления трещин трубы при гибке следует наполнять сухим чистым речным песком. Слабая набивка песком приводит к сплющиванию трубы в месте изгиба.
Песок должен быть мелким, просеянным через сито, так как наличие крупных камешков при гибке может привести к продавливанию стенки трубы. Перед набивкой песком один конец трубы закрывают деревянной или металлической пробкой. Затем трубу наполняют через воронку песком и уплотняют путем обстукивания трубы снизу доверху. После заполнения песком второй конец трубы нужно закрыть деревянной пробкой, у которой должно быть отверстие или канавка для выхода газов.
Радиус закругления при гибке труб берется не меньше четырех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Если труба изгибается под углом 90°, то она нагревается на участке, равном шести диаметрам трубы; при угле 60° нагрев производится на длине, равной четырем диаметрам трубы; при угле 45° - трем диаметрам и т. д.
Длина нагреваемого участка трубы определяется по формуле
где L - длина нагреваемого участка, мм; α - угол изгиба трубы, град; d - наружный диаметр трубы, мм.
Нагревание труб производится в горнах или горелками до вишнево-красного цвета. Топливом в горнах может быть кузнечный или древесный уголь, дрова. Лучшим топливом является древесный уголь, который не содержит вредных примесей и дает более равномерный нагрев. Нагревать трубы на одном кузнечном угле нельзя, так как можно их пережечь.
В случае перегрева трубу до гибки следует охладить до вишнево-красного цвета. Трубы рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла.
При нагреве следует обращать особое внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков; в случае перегрева следует производить охлаждение водой. Когда труба нагрета достаточно, от нагретой части отскакивает окалина. Медные трубы небольших диаметров изгибают в холодном состоянии, пользуясь для этого специальным приспособлением.
Гибка труб производится по заранее заготовленным шаблонам. Проверяют трубу по месту или по изготовленному из проволоки шаблону.
По окончании гибки выколачивают или выжигают пробки и высыпают песок. Плохое, неплотное заполнение трубы, недостаточный или неравномерный прогрев трубы перед гибкой приводит к образованию складок или разрыва.
Правильно изогнутыми считаются трубы без вмятин, выпучин, складок.
Правила техники безопасности при гибке металла.
Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
Листы очищать только металлической щеткой, а затем ветошью или концами.
Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
Подсобный рабочий должен держать металл при правке только кузнечными клещами.
При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.
Виды и причины брака. При правке основными видами брака являются вмятины, следы от бойка молотка, который имеет негладкую и неправильную форму, забоины на обработанной поверхности от ребер молотка.
Указанные виды брака являются следствием неправильного нанесения ударов, применения молотка, на бойках которого имеются забоины и выщербины.
При гибке металла браком чаще всего являются косые загибы и повреждения обработанной поверхности. Такой брак появляется в результате неправильной разметки или закрепления детали в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов.
Заключение
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба.
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Металл круглого сечения можно править на плите или на наковальне. Если пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться.
При правке закаленного листового металла наносят несильные, но частые удары носком молотка по направлению от вогнутости к ее краям. Верхние слои металла растягиваются, и деталь выпрямляется.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений. Последовательность выполнения гибки зависит от размеров контура и материала заготовки.
Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля детали с учетом деформации металла.
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки. Детали с малыми радиусами закруглений необходимо изготовлять из пластичных материалов или предварительно подвергать отжигу.
При изготовлении изделий иногда возникает необходимость в получении криволинейных участков труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные трубы, а также трубы из цветных металлов и сплавов.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Это зависит от материала трубы, ее диаметра и радиуса изгиба. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
Список использованной литературы
Макиенко Н.И. “Слесарное дело” Изд.2-е, перераб. и доп. М.Профтехиздат, 1962.-384,г.Москва
2. Макиенко Н.И. “Слесарное дело с основами материаловедения”. Сельхозгиз, 1958г.
3. Митрофанов Л.Д. “Производственное обучение слесарному делу”. Профтехиздат, 1960г.
4. Славин Д.О. “Технология металлов”. Учпедгиз, 1960г.

