 2015-05-13
2015-05-13 856
856СП = 0,43 час/кг,
СН = 1,8 час/кг.
Т. е. трудоемкость сборки непанелированной конструкции в 4 раза выше трудоемкости сборки панелированной конструкции.
Основное внимание для обеспечения качественной сборки агрегатов уделяют вопросам взаимозаменяемости по стыкам.
Конструктивно отсеки и агрегаты соединяются между собой при помощи фланцевых, телескопических или вильчатых разъемов или стыков (рис. 117).
3. Методы и средства обеспечения взаимозаменяемости по стыкам агрегатов
Для обеспечения общего ресурса агрегаты могут несколько раз заменяться в течении жизни самолета и поэтому вопросам их взаимозаменяемости уделяют большое внимание с нескольких точек зрения.
1. Значение взаимозаменяемости с точки зрения эксплуатации и ремонта, а также можно еще сказать с точки зрения изменения целевого назначения самолета.
Например, за 30 минут 5 механиков превращают «Мираж» в дальний бомбардировщик из разведчика.
МиГ-21 имел 8 видов вооружения.
2. Значение взаимозаменяемости с точки зрения кооперации производства.
Кооперация расширяет производство и дает возможность специализировать изготовление отдельных агрегатов на нескольких заводах,
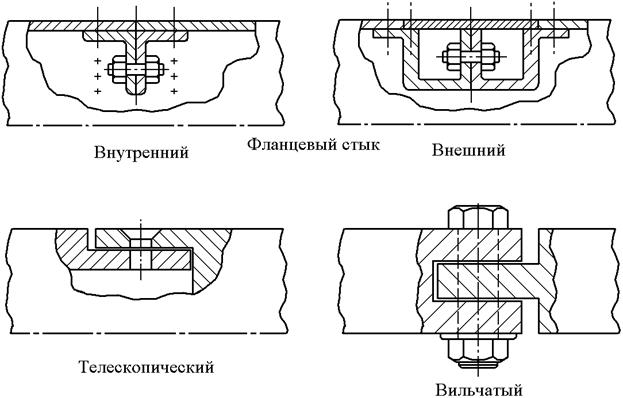
Рис. 117. Виды стыков отсеков и агрегатов
приводит также к более глубокому засекречиванию изготовления отдельных агрегатов.
Например, специальные боевые части самолета доставляют в войсковые части и о них ничего на заводе не знают, кроме как мест крепления и установки.
Немецкие ракеты ФАУ изготавливали на 35 заводах, где даже не знали, что это и для чего делается.
а) Требования к агрегатам в зоне стыка:
Геометрические параметры стыка представлены на рис. 118:
где: m — ступенька ≤ 2 мм,
ΔD — собираемость — посадка в пределах 9 квалитета,
Δφ — неплоскостность — 2΄.








