 2015-05-13
2015-05-13 1402
1402Схему обеспечения взаимозаменяемости по фланцевому стыку рассмотрим на примере стыка крыла с центропланом (рис. 120).
Рассмотренная схема получения отверстий в соединяемых элементах обеспечивает совпадение отверстий под болты в стыкуемых агрегатах или отсеках с точностью, не превышающей 11 квалитета.
Такая посадка болтов допустима при передаче крутящего момента через соединение только за счет затяжки болтов — сил трения, так как на срез болты будут работать неодинаково (неодновременно).
В тех случаях, когда по условиям прочности все болты должны одновременно работать на срез, требуется точное совпадение отверстий в агрегатах А и В. Поэтому изготовленный агрегат поступает на разделочный стенд (рис. 121), где с помощью ПРС (плиты разделочного стенда) обрабатывают — разделывают отверстия (развертывают, протягивают и т. д.) до получения требуемого размера.
В этом случае в данной схеме увязки отверстия по КП сверлят не под окончательный размер, а под промежуточный.
Ложементы — для установки и закрепления изделия в разделочном стенде.
Здесь же на разделочных стендах также происходит обработка плоскости стыка.
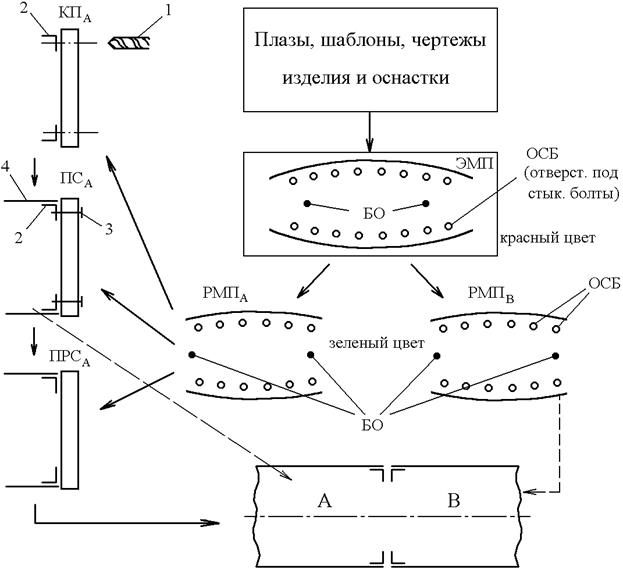
Рис. 120. Схема обеспечения взаимозаменяемости фланцевого стыка
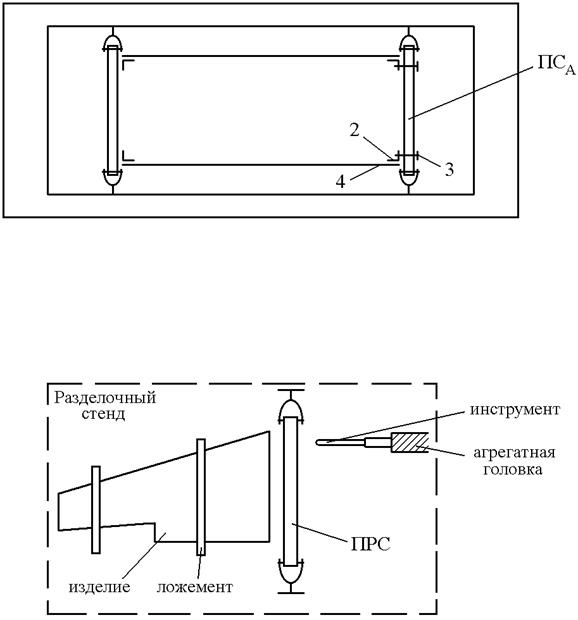
Рис. 121. Разделочный стенд
В этой системе обозначения: ЭМП — эталонная мастер-плита — первый и основной источник увязки стыка.
ЭМП имеет БО — основной материальный источник увязки технологической оснастки. По ЭМП изготавливают РМП.
РМПА — рабочая мастер-плита агрегата А, окрашивается в зеленый цвет и по ней изготавливается КП, ПС, ПРС.
КП — кондукторная плита для сверления отверстий сверлом 1 в элементах стыка 2.
ПС — плита стыка для установки стыковых элементов 2 в сборочное положение с помощью стыковых болтов 3 и соединения панелей (обшивки) 4 с ними.








