 2015-05-13
2015-05-13 1669
1669Сборку отсеков или агрегатов непанелированной конструкции производят в одном сборочном приспособлении и в определенной технологической последовательности. На сборку таких изделий поступают в основном отдельные детали и некоторые узлы.
Пусть имеем клепанную конструкцию отсека фюзеляжа (рис. 114).
Сборка такового отсека в сборочном приспособлении (рис. 115), состоящего из каркаса 1, на котором установлены плиты стыка 2 и рубильники 3, производят в следующей последовательности:
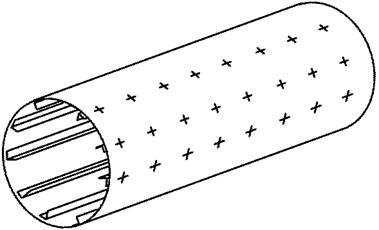
Рис. 114. Отсек фюзеляжа клепанной конструкции
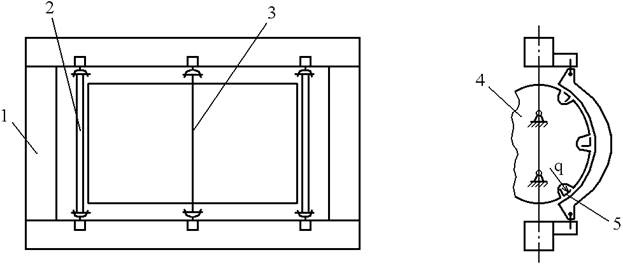
Рис. 115. Сборочное приспособление
1) закрепление поперечных элементов каркаса 4 в сборочном приспособлении,
2) установка элементов продольного набора 5,
3) фиксация стрингеров относительно обводов каркаса усилиями q,
4) по НО в стрингере сверлятся отверстия в шпангоуте и выполняется соединение клепкой. Получим каркас.
5) установка обшивки:
а) замена рубильников, имеющих обвод по каркасу, на рубильники с обводом по обшивке;
б) установка обшивки;
6) сверление и зенкование (при необходимости) отверстий в обшивке по НО в стрингерах. Сверление изнутри, зенкование снаружи.
7) соединение каркаса с обшивкой — клепка.
Сборка подобных изделий характеризуется большим количеством операций, длительностью цикла, применением малопроизводительного оснащения (пневмодрелей и молотков, ручных методов сварки). В связи с этим качество соединений получается невысоким, а трудоемкость сборочных работ — большой.
Сборка требует сложных сборочных приспособлений, сокращает возможность расширения фронта работ.
Этот метод сборки применяется при изготовлении экспериментальных и опытных изделий, а также головной партии при запуске изделия в серийное производство.
Преимущество:
– одно сборочное приспособление,
– сроки освоения производства короче.








