 2015-05-13
2015-05-13 1040
1040Под бесшвейным скреплением книжной продукции подразумевают соединение всех листов книжного блока в его корешке с помощью клея.
Способ бесшвейного скрепления получил широкое распространение во всем мире. Известно довольно много разновидностей бесшвейного клеевого скрепления, основными из них являются:
1. Скрепление с удалением фальцев тетрадей
2. Скрепление без их удаления
3. Скрепление с частичным удалением фальцев тетрадей
Наиболее часто применяются два первых варианта, каждый и которых может сопровождаться окантовкой корешков блоков.
Бесшвейное клеевое скрепление со срезкой корешков тетрадей заключается в следующем: подобранные комплекты тетрадей выравниваются по головке и корешку, зажимаются транспортирующими устройствами и проводятся через резальную секцию, где фальцы тетрадей срезаются, а поверхность корешка разрыхляется или торшонируется. После очистки корешка от пыли на него наносится слой клея - холодного или горячего (термоклей).
После застывания клея образуется клеевая пленка, удерживающая листы блока.
Срезка корешков тетрадей нужна для скрепления всех листов в книге, а торшонирование повышает прочность связи волокон листа с клеевой пленкой. Прочность книг, изготовленных подобным способом бесшвейного скрепления, зависит от многих факторов:
5. сорта и качества бумаги
6. сорта, качества, вязкости клея и его температуры
7. шероховатости поверхности обреза, на которую наносится клей
8. способа нанесения клея
9. размера поверхности, за которую удерживается лист клеевой пленкой.
В производственных условиях весьма сложно добиться оптимального сочетания всех перечисленных факторов, и поэтому прочность, а следовательно, и долговечность изданий, скрепленных бесшвейным клеевым способом, невысокая.
Каждый отдельный лист удерживается клеевой пленкой за небольшую поверхность, площадь которой определяется шириной и длиной листа по корешку, а также глубиной проникновения клея. Незначительные отклонения в равнении листов по корешку, выщипывание бумаги по кромке листа при срезке фальцев, недостаточно равномерное распределение клея по корешку в значительной мере влияют на прочность бесшвейного клеевого скрепления. Кроме того, к его недостаткам следует отнести: чувствительность к низким температурам, приводящую к распаду блоков; частичное неполное схватывание кромок листов клеевой пленкой; полное несхватывание всей кромки одного или нескольких листов, что приводит к их последующему выпадению из книги; раскол корешка при перегибах или раскрывании книги на весу.
Эти недостатки бесшвейного клеевого скрепления обнаруживаются часто не при контроле готовой продукции, а позднее, при пользовании книгой. Не улучшает положения дела увеличение толщины клеевой пленки или такой метод, при котором срезается не весь корешок комплекта тетрадей, а только его средняя часть, заполняемая затем клеем и волокнистой армирующей тканью. Тетради скрепляются между собой клеевой пленкой и волокнистым материалом, а листы в них связаны за счет оставшийся части корешков тетради. Но и в этом случае прочность и долговечность существенно не увеличивается, а появляется плохая раскрываемость книги, увеличивается толщина корешка и т. п.
Бесшвейное клеевое скрепление книжной продукции эффективно применяется в поточном производстве.
В брошюровочно-переплетном производстве, помимо качества готовой продукции, большое значение имеет экономическая эффективность. Трудоемкость изготовления и себестоимость продукции, изготовленной бесшвейным клеевым скреплением, значительно ниже, чем при шитье нитками.
Бесшвейное скрепление тетрадей без удаления фальцев (например односгибных или сфальцованных параллельными сгибами и имеющих в корешке только односгибные фальцы) обеспечивает большую прочность. Но в этом случае увеличивается трудоемкость фальцовки и подборки, что ограничивает изготовление тетрадей подобных конструкций.
9. Картонорезальные и бобинорезальные машины.
Основное назначение этих машин — подготовка заготовок для переплетных крышек. На картонорезальных машинах изготовляют картонные сторонки, а на бобинорезальных — разрезают рулонную бумагу и ткань на полосы необходимой ширины и наматывают их в бобины. На бобинорезальных машинах можно также склеивать куски переплетной ткани и наматывать её в рулон.
Эти машины универсальны и широко применяются не только в полиграфии, но и в других отраслях промышленности, где на них обрабатывают фотобумагу, целлулоид, различные технические пленки, парафинированную бумагу и т. д.
Картонорезальные машины. Классификация и принцип построения.
Все выпускаемые картонорезальные машины можно разделить на ручные (картонорубилки) и механические с чашечными ножами (универсальные и картонораскройные).
Картонорубилки предназначены для небольших типографий и переплетных мастерских. В средних и крупных типографиях они применяются для выполнения вспомогательных операций. Принципиальная технологическая схема картонорубилки представлена на рис. 11.1, а.
Лист картона 7 укладывают на стол 6 и устанавливают требуемый размер обрезки при помощи бокового 9, заднего 8 или переднего 10 упоров или по разметке. Затем ножной педалью опускают прижим 3} и лист прижимается к столу. Нижний нож 4 неподвижно прикреплен к передней кромке стола так, что его лезвие совпадает с плоскостью стола. Верхний нож 2у опускаемый вручную рукояткой /, отрезает картон. Затем верхний нож и прижим поднимаются, а картон устанавливают для следующей обрезки. Груз 5 удерживает подвижной нож в верхнем положении. Криволинейное лезвие ножа обеспечивает постоянное усилие на рукоятке при разрезке картона.
Картонорубилка проста по конструкции, но при работе на ней затрачивается много времени и физических усилий, производительность и точность обрезки низкие. По такой схеме изготовляется картонорубилка КН-1м.
На универсальной картонорезальной машине (рис. 11.1,6), кроме разрезки картона ножами 5, можно выполнять тиснение или прокатку картона 10, биговку 11, надрезку 12 и выборку пазов 13. Для выполнения этих операций машина снабжена тянущими валиками 7, балкой 5 и опорным валом 9, на которых устанавливают аппараты 6. Разрезают картон чашечные ножи 3. Валики 2, 4, 7, верхние и нижние ножи 3, а также опорный вал 9 вращаются принудительно, а инструменты аппаратов 6—в результате трения. Листы картона подаются вручную со стола 5 в тянущие валики, а выводятся разрезанные полосы на приемку 7.
В крупных типографиях с массовым выпуском книжной продукции наиболее целесообразно применять картонораскройные машины, которые сразу раскраивают лист картона на сторонки. На рис. 11.1, в дана схема картонораскройной машины с двумя парами ножевых валов, расположенных взаимно перпендикулярно.
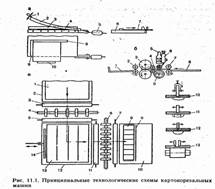 Лист картона 1 из самонаклада 2 поступает на вталкивающие валики 3, которые перемещают лист под ножи 4, где он разрезается на полосы. Выводные валики 5 передают полосы на промежуточный стол 12. Толкатели 14 переводят полосы 13 в валики 11, которые подают их под ножи 6. Ножи разрезают полосы на сторонки S, и выводные валики 7 выталкивают сторонки в бункер 9 приемного стола 10. В машине применены чашечные ножи. Однако есть машины, в которых картон разрезается ?на полосы чашечными, а на сторонки — плоскими ножами, движущимися возвратно-поступательно,. или плоскими ножами ротационного типа.
Лист картона 1 из самонаклада 2 поступает на вталкивающие валики 3, которые перемещают лист под ножи 4, где он разрезается на полосы. Выводные валики 5 передают полосы на промежуточный стол 12. Толкатели 14 переводят полосы 13 в валики 11, которые подают их под ножи 6. Ножи разрезают полосы на сторонки S, и выводные валики 7 выталкивают сторонки в бункер 9 приемного стола 10. В машине применены чашечные ножи. Однако есть машины, в которых картон разрезается ?на полосы чашечными, а на сторонки — плоскими ножами, движущимися возвратно-поступательно,. или плоскими ножами ротационного типа.
Картонораскройные машины обладают большой производительностью, но значительно сложнее по конструкции и наладке. Картонные сторонки, изготовленные на картоно- рубилках и картонорезальных машинах, должны быть прямоугольными, с чистыми и ровными кромками. Допуск на размеры сторонок установлен в пределах ±0,5 мм. Косина входит в предельные отклонения по высоте и ширине.
 Бобинорезальные машины.
Бобинорезальные машины.
Бобинорезальные машины изготовляются по двум принципиальным схемам: с вращающимися дисковыми ножами и с неподвижными плоскими ножами. Наиболее распространены машины с вращающимися дисковыми ножами, они высокопроизводительны и могут обрабатывать самые разнообразные рулонные материалы (бумагу разных сортов, фольгу, целлофан, тонкий картон и другие аналогичные материалы).
Машины с неподвижными плоскими ножами выпускаются в небольшом количестве некоторыми зарубежными фирмами, а также ремонтными цехами полиграфических предприятий. Эти машины просты по конструкции, но малопроизводительны, не обеспечивают плотной намотки бобин и обычно не имеют регулировки скорости движения ленты материала.
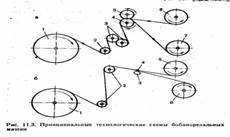 В бобинорезальной машине с вращающимися дисковыми ножами (рис. 11.3, а) рулон 7 материала, предназначенный для разрезки на полосы определенной ширины, которыенужно намотать в бобины, устанавливают в подшипники раскатного механизма. Разматывают рулон непрерывно вращающиеся подающие валики 3, при этом полотно материала огибает выравнивающий валик 2, который имеет на поверхности правую и левую нарезки.
В бобинорезальной машине с вращающимися дисковыми ножами (рис. 11.3, а) рулон 7 материала, предназначенный для разрезки на полосы определенной ширины, которыенужно намотать в бобины, устанавливают в подшипники раскатного механизма. Разматывают рулон непрерывно вращающиеся подающие валики 3, при этом полотно материала огибает выравнивающий валик 2, который имеет на поверхности правую и левую нарезки.
Разрезают полотно верхние 5 и нижние 4 непрерывно вращающиеся дисковые ножи, после чего разрезанные полосы наматываются в бобины б и 7 на валы накатного устройства. Для выполнения этих операций валы 3, валы ножей 4 и 5 накатного устройства получают от электродвигателя непрерывное вращение с определенной скоростью.
Скорость проводки полотна можно регулировать в широких пределах в зависимости от сорта разрезаемого материала. Для регулировки применяют коробки скоростей, вариаторы, электродвигатели постоянного тока, асинхронные с контактными кольцами и другие устройства.
В бобинорезальной машине с неподвижными плоскими ножами (рис. i 1.3, б) материал с рулона 1 разматывается в результате вращения валов накатного устройства, на которых находятся бобины 5 и 6. Движущаяся лента проходит через направляющие валики 2 и неподвижные ножи 4, закрепленные на балке 3. Ножи представляют собой тонкие пластинки с лезвием (аналогичные лезвиям безопасной бритвы). Они зажаты в специальных оправках, которые могут перемещаться вдоль балки и устанавливаться на необходимом расстоянии друг от друга. От электродвигателя через редуктор получают вращение только валы накатного устройства.
На полиграфических предприятиях бобинорезальные машины применяют для заготовки бобин бумаги, ткани, фольги и других'материалов, которые используются в дальнейшем в блокообрабатывающих агрегатах, крышкодела- тельных машинах, позолотных прессах, специальных печатных машинах и т. д.
Согласно технологическим требованиям бобины материала, полученные на бобинорезальных машинах, не должны иметь отклонение по ширине более ±1 мм, а неровность намотки с торцов — не более 1,5 мм. Материал должен быть плотно намотан в бобины, диаметр которых зависит от оборудования, на котором их будут применять в дальнейшем.
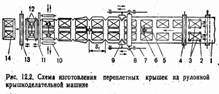
10. Крышкоделательные автоматы. Назначение, область применения, классификация.
ГОСТ предусматривает пять типов переплетных крышек. Наиболее широко применяются составные крышки типа 5 и цельнокрытые типа 7. Эти крышки просты в изготовлении, недороги (если не применять ткань для обложки), обладают достаточно высокой прочностью и их производят на крышкоделательных автоматах.
Конструкция и последовательность изготовления таких переплетных крышек показаны на рис. 12.1.
Составная крышка изготавливается в два приема. Сначала на промазанную клеем корешковую ткань 1 накладывают две картонные сторонки 3 и отстав 2, а выступающие концы корешковой ткани загибают и приклеивают к картонным сторонкам и отставу (рис. 12.1.1а). Полученный полуфабрикат называют штуковкой (рис. 12.1.16). Затем после сушки штуковку накладывают на промазанные клеем бумажные обложки 4 (рис. 12.1.1в) и последовательно загибают выступающие края обложек на картонные сторонки (рис. 12.1.1г, д).
Цельнокрытые крышки изготовляют за один прием. На промазанную клеем тканевую (или бумажную) заготовку 5 кладут две картонные сторонки 3 и отстав 2, затем загибают края обложки (рис. 12.1.11а, б, в).
В небольших типографиях, выпускающих книги малыми тиражами, такие крышки изготовляют вручную.
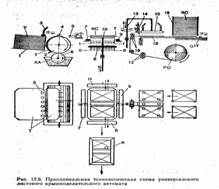
В средних и крупных книжных типографиях переплетные крышки производят на крышкоделательных автоматах. Автоматы можно разделить на две группы: листовые и рулонные. В листовых используются листовые заготовки обложечного материала, в рулонных — рулонный обложечный материал. Листовые машины бывают универсальные и операционные. Для всех типов автоматов картон должен быть нарезан в виде сторонок, корешковый материал и отстав подготовлены бобинами необходимого диаметра и ширины.
Большое значение для правильной работы автоматов имеет точность размеров и постоянство толщины картонных сторонок. Для этих машин необходимо применять гладкий, плотный картон, колебания по толщине которого не должны превышать ±0,075 ÷ 0,1 мм, а коробление не должно быть более 0,2 ÷ 0,3 мм на 100 мм длины.
Изготовленные на автоматах переплетные крышки должны соответствовать требованиям технологических инструкций.








