 2015-05-13
2015-05-13 782
782К подборочным машинам предъявляются следующие требования:
Ø обеспечение комплектности и правильной последовательности тетрадей в подобранных блоках;
Ø автоматическая остановка машины при пропуске тетради или при подаче двух тетрадей вместо одной; сталкивание подобранных блоков по корешку и головке; отсутствие повреждений тетрадей;
Ø выкладка подобранных тетрадей, удобная для контроля и съемки блоков;
Ø удобство загрузки тетрадей в магазины во время работы машины;
Ø удобство регулировок в машине в зависимости от формата тетрадей;
Ø надежность работы машины, т. е. минимальное количество остановок из-за неполадок;
Ø удобство устранения задержек при остановках машины, вызванных неисправностями в работе.
Пропуск в подаче тетради в одном из магазинов машины или вывод двух тетрадей вместо одной приводят к браку. Поэтому правильно построенная и хорошо отрегулированная машина должна автоматически останавливаться, если в одном из ее магазинов произошла ошибка в подборке.
Одним из главных требований, которым должны отвечать подборочные машины, является удобство загрузки тетрадей в магазины самонакладов во время работы машины. Поэтому в этих машинах применяются самонаклады с выводом -нижних тетрадей из магазинов. Наиболее просто и надежно отделять и выводить тетради корешком вперед. В этом случае значительно меньше и путь тетради, необходимый для вывода ее из магазина.
В большинстве моделей подборочных машин тетради выводятся из магазинов перпендикулярно направлению движения сборочного транспортера и движутся на нем головками назад вдоль корешка. Общая длина машины зависит от числа самонакладов в машине, умноженного на длину одной тетради максимального формата. Поэтому при таком варианте построения производственная площадь, занимаемая машиной, значительна, но ее обслуживание существенно упрощается.
В тех подборочных машинах, где самонаклады установлены над сборочным транспортером (рис. 2.2), тетради тоже выводятся за корешок, но в направлении движения сборочного транспортера 1. При этом клапаны- захваты 2 установлены на сборочном транспортере 1, а отделяющие нижние тетради механизмы 3—под каждым магазином 4. Тетради выводятся из магазинов 4, а затем движутся поводками 5 сборочного транспортера 1 к приемке корешками вперед.
«+» Такой вариант устройства уменьшает габариты и производственную площадь, занимаемую машиной,
«-» но усложняет конструкцию и затрудняет пополнение запаса тетрадей в магазинах и устранение ошибок в подборке на сборочном транспортере.
5. Ниткошвейные автоматы. Назначение, область применения, принцип построения, основные узлы.
Назначение и классификация ниткошвейных машин
Ниткошвейные машины предназначены для потетрадного скрепления книжных блоков нитками через сгибы тетрадей, при этом отдельные внутренние части тетрадей и сами тетради скрепляются между собой несколькими непрерывными нитями. Корешковый материал, служащий для прикрепления переплетных крышек к блокам, может пришиваться этими же нитками к корешкам блоков или приклеиваться при последующей обработке. Это зависит от технологического процесса и применяемого оборудования для выпуска книг.
«+» Потетрадное шитье книжных блоков нитками широко
распространено в полиграфическом производстве, так как оно обеспечивает высокое качество продукции, ее прочность и долговечность.
Прочность книжных блоков, сшитых нитками, определяется следующими факторами:
• надежной связью между внутренними частями тетради и между отдельными тетрадями и переплетной крышкой;
• прочностью и долговечностью скрепления;
• хорошей раскрываемостью;
«-» Помимо качества готовой продукции, оценивая тот или иной способ скрепления, необходимо принимать во внимание и его экономическую эффективность. С этой точки зрения способ скрепления нитками весьма трудоемок и дорог. Так, трудоемкость шитья нитками составляет около 50% трудоемкости всех брошюровочно-переплетных процессов.
«-» Кроме того, ниткошвейный процесс, основанный на потетрадном скреплении блоков, не удобен для непрерывного поточного производства.
В зависимости от количества тетрадей в блоках производительность швейных машин, измеренная в книжных блоках, меняется, а другие брошюровочно-переплетные машины, входящие в состав поточных линий, работают с постоянной производительностью, не зависящей от объема блоков, так как они обрабатывают продукцию поблочно. Поэтому в соответствии с числом тетрадей в блоках в каждом тираже в поточной линии необходимо включать различное число ниткошвейных машин при постоянном количественном составе остального оборудования. При малом объеме блоков часть ниткошвейных машин будет простаивать, а при большом—машин для обеспечения постоянной пропускной способности поточной линии будет не хватать.
«-» Неудобен потетрадный способ шитья еще и потому, что подобранные комплекты тетрадей снова приходится потетрадно подавать в ниткошвейные машины. Все вышеперечисленные причины и обуславливают то, что шитье нитками начинает уступать место другим видам скрепления, менее прочным, но более экономичным, например, клеевому бесшвейному скреплению.
Наибольшее распространение в типографиях получили полиграфические ниткошвейные машины, скрепляющие блоки нитками потетрадно через фальц. На этих машинах можно выполнять четыре вида стежков: (Рис. 2.8)
• простой брошюрный, (а)
• переставной брошюрный, (б)
• простой переплетный, (г)
• переставной переплетный. (в)
 Брошюрное шитье наиболее простое, тетради скрепляются только нитками без корешкового материала. Такое шитье не обладает большой прочностью, но, дает возможность хорошо обработать корешок блока на машинах и блокообрабатывающих агрегатах.
Брошюрное шитье наиболее простое, тетради скрепляются только нитками без корешкового материала. Такое шитье не обладает большой прочностью, но, дает возможность хорошо обработать корешок блока на машинах и блокообрабатывающих агрегатах.
Переплетное шитье характерно тем, что внешними стежками к корешку блока пришивается марля или тесьма, что повышает прочность скрепления.
Переставные стежки используют для скрепления многообъемных блоков. В этом случае рассредоточиваются внутренние стежки и меньше утолщается корешковая часть блока. Выполнять переставные стежки сложнее, чем простые. Переставные переплетные стежки применяют для словарных и энциклопедических изданий.
В машине стежки образуются при помощи проколок, игл, крючков и шиберов.
На рис. 2.9 изображена схема образования простого брошюрного стежка. Фальц тетради Т, сидящий на седлообразном качающемся столе ниткошвейной
машины, прокалывается изнутри проколками 1. Этим облегчается вход внутрь тетради иглы и крючка (рис. 2.9, а). Затем в проколотые отверстия водятся внутрь тетради и стола швейная игла 2 с нитью и крючок 3. Петля нити, находившаяся на крючке, оставляется на фальце сшиваемой тетради (рис. 2.9, б)
Крючок и игла опускаются швейной кареткой, на которой они закреплены
При достижении крайнего положения каретка немного поднимается. В результате этого около носика иглы образуется небольшая петля, которая в дальнейшем захватывается шибером 4, растягивается и передается на крючок (рис. 2.9, в). После этого шибер возвращается в исходное положение, а каретка с иглами и крючками поднимается вверх (рис. 2.9, г). В процессе работы крючок совершает четыре поворота, а шибер помимо поступательного движения делает еще четыре небольших качания. При следующем цикле стол подводит к швейной каретке новую тетрадь. На рис. 2.9, д показаны сшитые тетради. При каждом цикле процесс шитья повторяется. В данном случае разобрано действие одного комплекта инструментов. В зависимости от длины корешка сшиваемых тетрадей в шве
 Принципиальное устройство и работа ниткошвейных машин
Принципиальное устройство и работа ниткошвейных машин
Ниткошвейный автомат состоит их 2-х основных частей: Самонаклада тетрадей и швейного аппарата, связанных между собой общим приводом и цепным транспортером тетрадей.
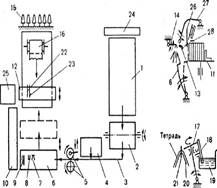 Самонаклад раскрыватель 2 (Рис. 2.10) выводит очередную тетрадь из магазина 1, раскрывает и накидывает ее на боковой стол машины 20
Самонаклад раскрыватель 2 (Рис. 2.10) выводит очередную тетрадь из магазина 1, раскрывает и накидывает ее на боковой стол машины 20
Рис. 2.10. Самонаклад швейного аппарата.
Толкатели 21 цепного непрерывно движущегося транспортера 3 проводят каждую тетрадь к вталкивающим роликам 5 мимо клеевого аппарата 4. При прохождения второй и последней тетрадей блока клеевой аппарат приближается к боковому столу, и диск 17, получающий клей через диск 18 из клеевой ванны 19, наносит на корешковое поле тетради полоску клея. (механизмы, выполняющие операции особой цикличности управляются счетно-распределительным устройством 10)
Вталкивающие ролики 5 передают тетрадь на качающийся стол 6, где планка 14 обжимает тетрадь по фальцу. Во время качания стола тетрадь выравнивается по головке путем подтягивания ее к неподвижному упору 9.
Стол 6 перемещает тетрадь в позицию шитья, в котором учавствуют проталкивающие иглы 8, шиберы 7, швейная каретка 12 с иглами 22 и крючками 23, нитепроводящая 15 и марлеподающая 16 системы. Проталкивающая планка 13 проталкивает сшитую тетрадь по приемному столу 11, а съемный рычаг 27 как бы снимает прошитую тетрадь с качающегося стола. Брошюродержатели 26 поддерживают очередную прошитую тетрадь, давая возможность швейной каретке подняться, не увлекая за собой прошитой тетради, ножички 28 разрезают нити между блоками при брошюрном шитье.
6. Проволкошвейные машины и вкладочно–швейно-резальные автоматы. Назначение, область применения, принцип построения, основные узлы.
Проволокошвейные машины значительно проще по конструкции по сравнению с ниткошвейными. Поэтому первыми практическое применение получили именно проволокошвейные машины. Шитье на них было экономичнее ручного труда, и они быстро получили широкое распространение. Но даже при наличии проволокошвейных машин особенно прочная и долговечная продукция (например конторские книги) сшивалась нитками, вручную.
В последние годы проволокошвейные машины все более уступают место ниткошвейным машинам. Правда, это относится к конструкциям, предназначенным для сшивания книг и брошюр потетрадно. Иначе развиваются проволокошвейные машины, служащие для сшивания продукции втачку и внакидку. С одной стороны, удельный вес операционных машин этого типа в типографиях также уменьшается, однако это происходит за счет все большего внедрения в производство агрегатов, в которых наряду с другими технологическими операциями (комплектовкой, крытьем мягкой обложкой, трехсторонней обрезкой) брошюры сшиваются проволокой втачку и внакидку. С другой стороны, в связи с развитием промышленности продовольственных товаров и ряда других отраслей промышленности в них все больше применяются проволокошвейные машины, служащие для изготовления всевозможных упаковок. Машины этого типа, строго говоря, не являющиеся полиграфическими, строятся на базе одного из классов полиграфических проволокошвейных машин.
Применяемые ныне способы скрепления книжно-журнальной продукции проволокой могут быть подразделены на две группы; (КЛАССИФИКАЦИЯ): поблочные, при которых подобранный комплект тетрадей сшивается за один рабочий цикл, и потетрадные, когда каждая тетрадь в комплекте прошивается отдельно (рис 2.4).
 Рис. 2.4. Способы скрепления.
Рис. 2.4. Способы скрепления.
Сущность шитья проволокой при поблочном и потетрадном способах одинакова и сводится к следующему. От проволочной нити нужного сечения отрубается кусок определенной длины, зависящей т толщины сшиваемого блока и типа швейного устройства. Отрезок проволоки формируется в виде скобы, а затем ножки скобы под давлением проталкиваются через толщу скрепляемого материала. Выступающие с другой стороны блока концы ножек загибают навстречу друг другу, создавая тем самым надежную систему усиления деталей.
При поблочном соединении тетради скрепляются только проволочными скобами, а при потетрадном шитье помимо проволоки, прошивающей каждую тетрадь и прикрепляющей ее к корешковому материалу (обычно марле), корешок блока промазывается клеем. Пленка клея армирует механическое соединение и обеспечивает постоянство взаимного расположения тетрадей в блоке.
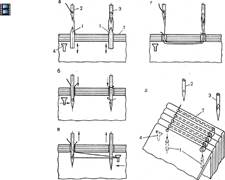
По расположению проволочных скоб в блоке относительно корешковых фальцев различают шитье втачку, внакидку и вразъем.
При шитье втачку скобы располагаются параллельно корешковым сгибам тетрадей, на некотором расстоянии от них, причем шитье может осуществляться как с загибкой ножек (рис. 2.5 а), так и встречными скобами (применяется очень редко) (рис. 2.5 б).
При шитье внакидку скобы формируются непосредственно на линии сгиба тетрадей, вложенных одна в другую (рис. 2.5 в).
При шитье вразъем скобы находятся так же на сгибе, однако их ножки загибаются не вовнутрь блока, а наружу (рис. 2.5 г).
Проволока для скрепления блоков должна обладать достаточной жесткостью, чтобы обеспечивать быстрое и правильное прокалывание сшиваемых деталей. В то же время она должна иметь определенную пластичность, которая позволяла бы выполнять формирование ножек скоб и их загибку без разрушения и потери прочности. Таким требованиям отвечает специальная полиграфическая проволока диаметром от 0,36 до 1,20 мм.
Для улучшения условий обрезки с трех сторон блоков, скрепленных проволокой и для обеспечения меньших утолщений в корешке, обычно практикуется шитье с переходами (рис. 2.5 б, в), когда скобы одного блока (или тетради) смещаются относительно соседнего на величину длины спинки скобы
 Рис. 2.5. Виды шитья.
Рис. 2.5. Виды шитья.
Основные требования, предъявляемые к машинам при шитье проволокой: отсутствие прорывов бумаги под скобами; правильное размещение скоб на сшиваемом объекте; равные концы загнутых частей правых и левых ножек скоб; параллельность ножек спинкам скоб; плотное прилегание спинок и ножек скоб к бумаге.
Принцип устройства и работы проволокошвейных аппаратов
Процесс работы разнотипных проволокошвейных машин примерно одинаков. Правильно подобранный комплект тетрадей вручную или механизмами подается к швейному аппарату, который начинает работать в результате подачи изделия или включается рабочим. Процесс работы швейного аппарата состоит из нескольких последовательно осуществляемых операций: подачи проволоки, отрезки заготовки, формирования скобы, прокалывания бумаги скобой, загибки ножек скобы.
Проволокошвейные аппараты состоят из следующих механизмов: подачи проволоки, отрезки проволочной заготовки, формирования П- образной скобы, проталкивания скобы, загибки ножек скобы.
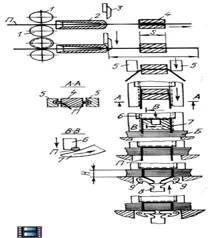 Рис. 2.6. Технологическая схемы работы проволокошвейного аппарата. приводимыми в движение
Рис. 2.6. Технологическая схемы работы проволокошвейного аппарата. приводимыми в движение
Технологическая схема работы
проволокошвейного аппарата представлена на рис. 2.6. Работа проволокошвейного аппарата начинается с подачи проволоки П, которая отматывается от рулона механизмом подачи проволоки и перемещается вправо на величину, соответствующую толщине сшиваемой продукции Н. Проволока проходит между роликами 1, через втулку 2 и отверстие проволокодержателя 4. Подвижный дисковый нож 3, опускаясь, отрезает заготовку. Проволокодержатель 4 подает ее под скобоформирующую планку 5, которая, опускаясь формирует П-образную скобу, вертикальные элементы которой — ножки — входят в пазы скобоформирующей планки 5. чтобы при шитье не изогнуться в стороны. Проволокодержатель 4 отходит от скобоформирующей планки 5, а под спинку скобы с другой стороны подходит скобоподдерживатель 7. Его назначение - в момент прокалывания бумаги предотвратить изгиб ножек внутрь и спинки скобы вниз. Скоба ножками продавливается сквозь сшиваемую продукцию проталкивающей планкой 6, а скобоподдерживатель 7 при опускании скобы постепенно выходит из-под спинки. Концы ножек скобы, выступающие снизу, после прокалывания продукции загибаются навстречу друг другу качающимися боковыми планками 9 толкателем








