 2015-05-13
2015-05-13 844
844Является технологическим процессом финишной обработки высокоточных поверхностей деталей, а также притирки деталей, работающих в паре(зубчатые колеса, детали топливной и гидроаппаратуры).
В результате доводки получают погрешность размеров и формы не более 0,5-0,1мкм. Шероховатость обрабатываемой поверхности достигает Ra =0,02-0,04мкм.
Процесс характеризуется еще меньшей, чем при супершинишировании, интенсивностью резания и протекает в условиях граничного трения, особенно в конечной стадии.
Виды и особенности доводочных операций
В зависимости от типа инструмента различают два вида доводки:
а) свободным абразивом (пастами, суспензиями);
б) закрепленным абразивом (абразивными кругами, шаржированными притирами).
Первый вид менее совершенен и более трудоемок, сопровождается шаржированием обрабатываемой поверхности. Второй более перспективен.
Порошки и пасты: Зернистость М40-М1 и ниже.
Состав пасты: олеиновая кислота, парафин, стеарин, воск, керосин, масла (касторовое, растительное) с содержанием абразива в грубых и средних пастах 50-80%, в тонких 15-20%).
Паста ГОИ-окись хрома как абразив.
ПРИТИРЫ: наиболее распространены чугунные, так как чугун- это высокая износостойкость, а значит сохранение точности формы; это специфическая структура- чередование участков с высокой твёрдостью (цементит) и мягких (феррит); наличие графитовых включений (низкий коэффициент трения).
Режим доводки: 1) давление Р, скорость рабочего движения и время доводки (Р =0,08-0,2МПа), скорость доводки Vдов до 80-120м/мин на предварительной операции и 15-30м/мин на окончательной прецизионная обработка 5-10м/мин).
Притиры изготавливаются в виде: плит, брусков или дисков (для доводки плоских поверхностей); в виде дисков, колец и плит для доводки наружных цилиндрических поверхностей; в виде разжимных втулок, стержней - для отверстия; для доводки резьбы – резьбовые кольца или пробки (рис.37).
Рабочая поверхность притира может быть гладкой, но чаще снабжена канавками различного профиля и конфигурации, в которых удерживается паста, и размещаются отходы доводки.
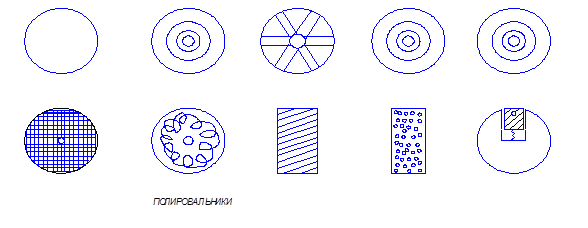 Рис. 37. Формы рабочих поверхностей притиров
Рис. 37. Формы рабочих поверхностей притиров








