 2015-05-13
2015-05-13 3513
3513Трубы, муфты, переводники и другие элементы бурильной колонны соединяются коническими резьбами, которые по сравнению с цилиндрическими резьбами обладают важными для условий бурения преимуществами. Натяг, создаваемый при свинчивании конической резьбы, обеспечивает надежную герметизацию стыкуемых элементов бурильной колонны. В отличие от цилиндрической резьбы число оборотов, необходимое для свинчивания и развинчивания конической резьбы, не зависит от числа ниток, находящихся в сопряжении, и составляет
N = (2h+D)/К×Р
где h — рабочая высота профиля резьбы; D — диаметральный натяг свинченного соединения; К — конусность резьбы; Р — шаг резьбы.
Из формулы следует, что число оборотов, необходимое для свинчивания, уменьшается при увеличении шага и конусности резьбы. Поэтому бурильные замки и другие часто свинчиваемые и развинчиваемые детали имеют более крупную коническую
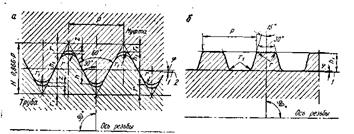
Рис. V.6. Резьба бурильных труб:
1 — линия, параллельная оси резьбы; 2 — линия среднего диаметра резьбы
резьбу. Коническая резьба по сравнению с цилиндрической того же диаметра обеспечивает более высокую прочность соединения на растяжение за счет большей площади опасных сечений, совпадающих с последними нитками резьбы. Для перенарезки конической резьбы достаточно отрезать 15—30 мм от торца резьбы
Конические резьбы имеют различные профили. В трубах нефтяного сортамента наиболее распространены конические резьбы треугольного профиля с углом при вершине 60°, сопряжением по боковым сторонам профиля и зазорами по наружному и внутреннему диаметрам резьбы (рис. V.6, а). Конусность К определяется как разность одноименных диаметров ( и d2) в двух сечениях, перпендикулярных к оси, отнесенная к расстоянию l между этими сечениями:
и d2) в двух сечениях, перпендикулярных к оси, отнесенная к расстоянию l между этими сечениями:
К =(d1-d2)/ l
Угол между образующей конуса и осью резьбы называют углом уклона. Угол уклона j и конусность связаны между собой — зависимостью
К = 2tgj
Контроль шероховатости поверхности резьбы.
Для проверки шероховатости поверхности резьбы может быть рекомендован метод слепков с последующим измерением высоты неровностей на/приборе типа ПССС (ГОСТ 9847—79) или на профилометрах.
Контроль конусности по наружному диаметру резьбы и стабилизирующего пояска.
Конусность по наружному диаметру резьбы и стабилизирующего пояска проверяют с помощью гладких калибров-колец, предназначенных для проверки натяга.
Контроль шага резьбы
Шаг резьбы измеряют с помощью накладного индикаторного-шагомера типа ШИ.
Контроль углов наклона профиля
Углы наклона профиля можно контролировать на образцах, отрезанных от трубы, а также с помощью отливок, сделанных с резьбы и измеряемых затем инструментальным или универсальным микроскопом.
Контроль высоты профиля
Высоту профиля измеряют специальным индикаторным глубиномером, состоящим из колодки и укрепленного в ней индикатора часового типа
Контроль соосности резьбы и конического стабилизирующего пояска
 Соосность резьбы и конического пояска контролируют с помощью специального индикаторного приспособления.
Соосность резьбы и конического пояска контролируют с помощью специального индикаторного приспособления.
Контроль перпендикулярности торца трубы относительно оси резьбы.
Перпендикулярность торца контролируют с помощью специального индикаторного прибора
Проверка неплоскостности торца трубы
Неплоскостность торца трубы проверяют с помощью лекальной линейки и щупа.

