 2015-05-13
2015-05-13 1647
1647Одним из основных способов интенсификации сварочных работ и улучшения их качеста являются механизация и автоматизация сварочного производства там, где это возможно и экономически обосновано. Основной площадкой для внедрения сварочных автоматов, сварочных роботов, станков и машинок для производства сварочных работ, является производство с большими объемами сварки. Это часто повторяющиеся операции на средних и малых конструкциях, строительство и возведение больших конструкций и механизмов, имеющих в составе протяжённые швы. В первом случае счет может идти на тысячи деталей в смену. Во втором - тысячи и сотни тысяч тонн сварных конструкций. Кроме двух первых причин - массовости и существенного объема сварных работ, может превалировать и третья - необходимость поддержания стабильно высокого качества сварки и жестких технических требований к сварным швам в составе ответсвенных конструкций. автомат для сварки тел вращения
Некоторые конструкции впечатляют: корабли, хранилища нефтепродуктов и газа, мосты, буровые платформы и пр. Сроки их возведения, аспекты экономики и дефицит квалифицированных сварщиков ускоряют научно-технический прогресс. Все больше внедряется сварочных автоматов, кантователей, манипуляторов, сварочных тракторов и средств малой механизации.
Одними из основных требований на современных производствах являются производительность и качество используемых методов. Этим двум критериям вполне отвечают результаты автоматизации сварки. Есть виды продукции большой индустрии, где без использования сварочного автомата просто невозможно добиться необходимых целей. Корабли и суда различного назначения, магистральные трубопроводы, конструкции профильных балок, мостостроение, резервуары для хранения нефтепродуктов и химических компонентов, котлы и теплообменники, энерогоситемы различного назначения, автомобильное производство не обходятся без использования автоматических сварочных систем различного назначения и конструкции.
Сварочный автомат отличается от ручных способов сварки наличием механизированного перемещения рабочего органа, например, горелки. Мощный и надёжный сварочный источник должен обеспечивать 100% ПВ на протяжении процесса, поэтому чаще всего используются источники специализированные. Кроме того, появляется возможность использовать большие сварочные токи, поскольку сварщик больше не подвержен риску поражения током, а оператор прямого контакта с изделием не имеет. После настройки и оптимизации используемых режимов, они воспроизводятся в остальных изделиях практически с неизменным качеством и не зависят от таких человеческих факторов, как усталость или невнимание. Само качество шва или сварочной точки, также значительно возрастает, так как перемещение более плавное и равномерное, а позиционирование относительно детали более точное. Кстати, сварочные роботы тоже являются частным случаем сварочных автоматов, и отличаются они, только, большим количеством степеней свободы перемещения и приличным уровнем программного управления.
Автоматическая дуговая сварка под слоем флюса - самый распространённый среди автоматических видов сварки. В качестве манипулятора используется либо сварочный трактор, либо, специальная сварочная головка, перемещающиеся в прямом направлении либо на колёсном ходу, либо по направляющей. Дуга горит под слоем флюса, засыпаемого перед зоной сварки из специального бункера на тракторе. Флюс под воздействием сварочной дуги плавится и выделяет газы, способные защитить сварочную ванну, как в момент сварки, так и после, от вредного воздействия компонентов воздуха на шов. При этом можно использовать значительные сварочные токи, и, соответственно большие, чем при MIG сварке диаметры сварочной проволоки. Степень защиты и качество шва при этом способе очень высокие, а производительность возрастает многократно. Из недостатков, можно сразу отметить, что способ позволяет варить только прямые, протяжённые швы. Таких швов много, например, при производстве корпусов судов или сварных балок больших сечений.
2. Технология сборки и сварки трубопроводов
Сварка трубопроводов имеет свои особенности, так как эти конструктивные элементы чаще всего работают под давлением, что накладывает отпечаток на условия качества сварочных работ. Трубы под сварку выбирают по внутренним диаметрам. В одну группу входят трубы, имеющие расхождение по внутреннему диаметру до 1%, но не более 2 мм. Концы труб под сварку разделывают и обрабатывают (обрезают, снимают фаски) механическим способом (резцом, фрезой или абразивным кругом). Трубы из низколегированных и низкоуглеродистых сталей могут быть обработаны газовой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов термической резки.
При прокладке магистральных трубопроводов сортировку труб по диаметрам и толщине стенок производят обычно централизованно в заготовительных цехах, трубосварочных механизированных базах (размещенных по трассе) или прирельсовых складах. Если это по каким-либо причинам сделать невозможно, то сортировку труб производят непосредственно перед сваркой. Магистральные трубопроводы обычно сваривают в звенья. Трубы тщательно очищают от попавших внутрь загрязнений (комьев грунта, грязи, камней и т.д.), после чего концы труб подготавливают к сварке.
Торцы, скошенные кромки, а также прилегающие к ним поверхности очищают от грязи, масла и окалины. Перед сборкой необходимо проверить правильность подготовки кромок и зачистить их до металлического блеска. Подготовка под сварку предусматривает выправку деформировавшихся при перевозке концов труб, проверку формы, состояние и совпадение кромок, трубы центрируются, производится проверка правильности выставленных зазоров.
При сборке стыков трубопроводов (или их секций) должно быть обеспечено правильное фиксированное взаимное расположение стыкуемых труб и деталей, а также свободный доступ к выполнению сварочных работ. Трубы больших диметров можно взаимно фиксировать при помощи стяжечных приспособлений. Трубы небольших диаметров (до 100 мм включительно) собирают с прихваткой и с полным проваром корня коренного шва. Высота прихватки определяется толщиной стенок трубы и должна быть не менее 3 мм при толщине стенки до 10 м и 5 — 8 мм при толщине стенки более 10 мм. Прихватку выполняют теми же электродами, которыми будут варить коренной шов.
К качеству прихватки предъявляются те же требования, как и к основному сварному шву. Прихватка должна быть удалена механическим способом, если при внешнем осмотре обнаружены поры и трещины. Допускается выполнять сборку труб из низкоуглеродистых и низколегированных сталей при помощи приваривания к ним технологических пластин или накладок, которые удаляют механическим способом по мере заполнения шва.
При сварке поворотных стыков ось трубы располагают горизонтально или вертикально. Если вращение стыка затруднено, то сварку выполняют в два поворота, как показано на рисунке.
 |
| Сварка стыка труб: А — при диаметре до 200 мм; Б — при диаметре от 200 до 500 мм; В — при диаметре более 500 мм; 1 — 6 — порядок (последовательность) положения участков слоя современных методах контроля за сварными соединениями мы расскажем в соответствующем разделе данной книги. |
При сварке труб диаметром до 200 мм на стеллажах окружность стыка разделяют на две равные части. Каждый слой шва начинают с нижней части, смещаясь от нижней точки трубы на 20 — 30 мм. Конец шва следует перекрывать на 20 — 30 мм. Стыки труб диаметром от 200 до 500 мм при сварке на стеллажах разбивают на 3 — 4 участка и сваривают снизу вверх, поворачивая каждый участок, располагая его вертикально. Второй слой заваривают участками, равными половине длины окружности сначала с одной, а затем с другой стороны стыка снизу вверх. Последующие слои сваривают так же, как и второй слой, но с поворотом трубы на 180° или смещением начальной точки сварки на 50 — 60 мм от начала предыдущего слоя.
Независимо от вида сварки пооперационная проверка качества сварных работ производится при сборке, прихватке и наложении швов.
3. Причины образования дефектов сварных швов
Дефектами сварных швов называются различные отклонения от требований чертежа и технических условий, ухудшающие качество сварного соединения: его механические свойства, сплошность, герметичность и пр. Причинами дефектов могут являться неудовлетворительная свариваемость металла, плохое качество электродов, покрытий и флюсов, неправильные технология и режим сварки, недостаточная квалификация сварщика и др. По месту расположения в шве дефекты могут быть внешними и внутренними.
Степень влияния дефектов на прочность изделия зависит от их формы, глубины и расположения по отношению к действующим усилиям. Наиболее опасны вытянутые дефекты с острыми очертаниями, менее опасны — дефекты округлой формы. Чем больше глубина дефекта, тем сильнее его влияние на прочность соединения. В ответственных конструкциях недопустимы дефекты, глубина которых превышает 5—10% толщины основного металла. Дефекты, расположенные перпендикулярно растягивающему усилию, более опасны, чем расположенные параллельно или под небольшим углом к главному действующему усилию. Поэтому самое отрицательное влияние на прочность сварных соединений оказывают, например, такие дефекты, как трещины, расположенные по оси шва, и узкие, глубокие непровары.
Внешние дефекты. Отклонения по ширине и высоте швов. Причинами дефекта являются:
1) неудовлетворительная подготовка и подгонка кромок, вследствие чего расстояния между ними получаются различными и уширения приходится заполнять наплавленным металлом;
2) неравномерное перемещение электрода, горелки и проволоки, вследствие чего высота и ширина шва изменяются по длине;
3) несоблюдение установленного режима сварки.
Швы с подобным дефектом имеют плохой внешний вид; неравномерное распределение и усадка наплавленного металла шва могут вызвать деформации и напряжения. Выявляется дефект наружным осмотром и проверкой шва шаблоном; отклонения могут устраняться зачисткой с подваркой шва и срубанием излишка металла.
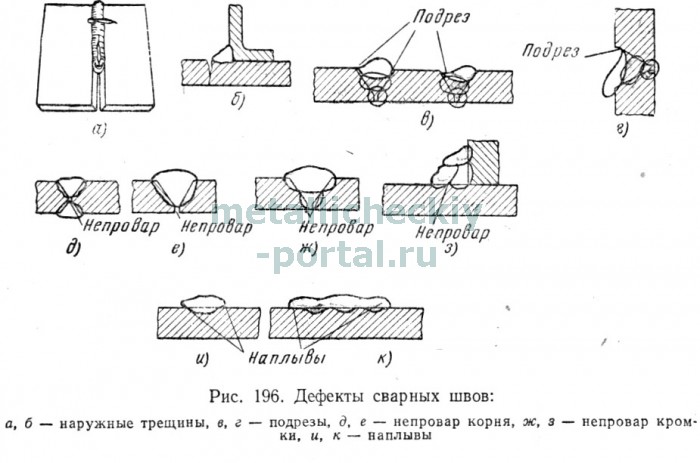
Наружные трещины (рис. 196, а, б), продольные и поперечные, могут быть в наплавленном и основном металле; в последнем случае они обычно расположены около шва в зоне термического влияния. Причинами образования трещин являются: напряжения, возникшие вследствие неравномерного нагрева и охлаждения, изменения структуры металла при сварке, повышенное содержание серы, фосфора, влияние водорода и пр.
Появлению трещин способствуют такие дефекты, как поры, непровары, включения шлака и т. п. Трещины появляются также при кристаллизации металла в процессе сварки. Возможность образования трещин тем больше, чем хуже сваривается данный металл. Участки швов с трещинами полностью вырубают или удаляют поверхностной кислородной (или воздушно-дуговой) резкой и заваривают вновь. Стыки трубопроводов, имеющие трещины длиной более 100 мм, полностью вырезают, и трубы заново сваривают.
Подрезы — уменьшение толщины основного металла в месте перехода к наплавленному (рис. 196, в, г). Этот дефект возникает при сварке излишне большим током или горелкой большой мощности. В месте подреза прочность сварного соединения понижается, так как подрезы служат местом концентрации напряжений. Подрезы устраняют дополнительной зачисткой и заваркой.
Незаплавленные углубления (кратеры), остатки шлака и неровная поверхность шва являются следствием недостаточной квалификации сварщика или небрежного выполнения сварки. Швы с большим количеством таких дефектов обладают пониженной прочностью, поэтому дефектные участки следует вырубать или вырезать до основного металла и заваривать вновь.
Наплывы (рис. 196, и, к) образуются при слишком быстром плавлении электрода и натекании жидкого металла на недостаточно нагретую поверхность основного металла. Наплывы могут быть расположены в отдельных местах или иметь большую протяженность и сопровождаться непроваром основного металла. Наплывы необходимо срубать или вырезать и проверять, нет ли в этом месте непровара.
Внутренние дефекты. Поры образуются вследствие поглощения расплавленным металлом водорода, окиси углерода и др., которые не успевают выделиться при застывании металла и остаются в нем в виде газовых пузырьков. Основной причиной появления пор является влажность электродного покрытия или неправильная регулировка пламени горелки. Поры могут появляться также в результате несоответствия химического состава присадочного и основного металла, наличия окалины и ржавчины на свариваемых кромках, выкрашивания каплеобразных включений металла и шлаков. Поры делают шов проницаемым для газов и жидкостей. Пористые швы при газовой сварке уплотняют проковкой при соответствующей температуре нагрева.
Если поры выходят на поверхность шва, их можно обнаружить при помощи лупы. Для выявления внутренних пор изделие испытывают под давлением водой, сжатым воздухом, смачиванием керосином или просвечиванием рентгеновскими или гамма-лучами.
Если шов должен быть плотным, то пористые участки вырубают до основного металла и вновь заваривают.
Шлаковые включения и окислы ослабляют сечение шва. Они образуются при сварке длинной дугой и окислительным пламенем.
Одиночные шлаковые включения и поры обычно не снижают механических свойств соединения. Цепочки и особенно скопления пор и шлаковых включений приводят к концентрации напряжений в данном месте и резкому снижению пластичности, вязкости и прочности наплавленного металла. В сварных швах ответственных конструкций допускаются лишь отдельные поры и шлаковые включения, а также небольшие скопления пор в количестве 5— 6 шт. на 1 см2 сечения шва, глубиной не более 10—15% толщины металла.
Непровар корня шва (рис. 196, д, е) выражается в несплавлении наплавленного и основного металла в корне шва. Непровар резко снижает прочность шва и соединение становится ненадежным. В местах непровара концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним нагрузкам, особенно ударным.
Влияние непроваров в стыковых швах, подвергаемых действию статических нагрузок, начинает сказываться при глубине их, составляющей 15% и более от толщины основного металла, и одновременном воздействии отрицательных температур. При непроваре, составляющем 25—30% толщины металла, пластичность металла сварного соединения снижается в 2—4 раза. Поэтому в стыковых швах при действии статических нагрузок глубина непровара не должна превышать 10—15% толщины свариваемого металла. При динамических нагрузках, а также в изделиях ответственного назначения наличие непроваров недопустимо.
Причинами непровара являются: недостаточный ток или малая мощность горелки; слишком быстрое перемещение электрода и горелки; попадание в шов пленки окислов или слоя шлака; неудовлетворительная зачистка кромок. Непровар появляется, если прогрев металла в корне шва затруднен, вследствие того, что кромки скошены под слишком малым углом или велико притупление кромок и отсутствует зазор между ними. Если по техническим условиям данное изделие не должно иметь непровар, то места швов, где имеется непровар, вырубают или удаляют поверхностной резкой, после чего шов в этом месте заваривают вновь.
Непровар кромки (рис. 196, ж, з) образуется: при сварке током недостаточной величины или пламенем малой мощности; при слишком быстром перемещении электрода или пламени вдоль свариваемого металла. В этих случаях наплавленный металл попадает на нерасплавленную поверхность основного металла; в результате этого сила сцепления между основным и наплавленным металлом будет столь незначительна, что валик шва может отделиться от кромки.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Обнаружить непровар кромки можно просвечиванием шва рентгеновскими или гамма-лучами. Дефектный участок шва удаляют вырубкой или поверхностной резкой и повторной заваркой.
Внутренние трещины возникают по тем же причинам, что и наружные. Продольные внутренние трещины часто образуются также в корне шва. Обнаружить внутренние трещины можно просвечиванием шва рентгеновскими или гамма-лучами. Участки шва с трещинами удаляют и заваривают.
При перегреве металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и ниже прочность и пластичность металла. Перегретый металл плохо сопротивляется ударным нагрузкам. Этот дефект можно исправить соответствующей термической обработкой.
Пережог характеризуется наличием в структуре металла шва окисленных зерен, обладающих малым взаимным сцеплением.
Пережженный металл хрупок и не поддается исправлению. Пережог возникает при избытке кислорода в пламени.
Пережженные участки шва полностью удаляют поверхностной резкой и заваривают вновь.








