 2015-05-13
2015-05-13 714
714При рассмотрении процесса резания (рис. 2.24) необходимо учитывать следующие факторы:
• со стеклом взаимодействует часть зерна, равная примерно одной трети его наибольшего размера;
• неоднородность размеров зерен не проявляется, так как зерна работают только острыми гранями, выступающими из связки;
• между связкой и стеклом должен быть зазор, обеспечивающий хорошие условия резания при подаче СОЖ и отсутствии трения между связкой и стеклом;
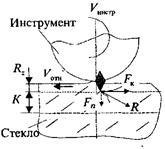
Рис. 2.24. Схема процесса резания закрепленными абразивными зернами.
• закрепленное абразивное зерно работает как резец и разрушается от воздействия на стекло, а не друг на друга;
• скорость резания Fpeз= 15 - 25 м/с, рабочее давление 1 *106 Па
• главное движение - вращение инструмента. При относительной скорости закрепленных абразивных зерен Vотн на зерно действует направленная под малым углом к обрабатываемой поверхности сила резания R и создает опережающие трещины, вздутие стекла перед зерном.
Составляющие силы резания R обеспечивают действие:
• FK- параллельно относительно скорости V omн (происходит резка стекла);
• Fn- перпендикулярно относительно Vomн (закрепленное абразивное зерно вдавливается в стекло, раздавливает его выступы, вызывает конические трещины и вдавливается в связку инструмента).
Процесс резания, вдавливание закрепленного абразивного зерна в стекло формирует рельефный слой, характеризуемый шероховатостью Rz, под которым располагается трещиноватый слой К, равный К = (2 - 4) Rz.
Закрепленные зерна с течением времени затупляются, из-за возрастания силы трения притупившегося зерна, зерно выкрашивается из связки, затем в работу вступают новые зерна.








