 2015-08-21
2015-08-21 2530
2530Цель работы: экспериментально установить закономерности нарастания твердой фазы при затвердевании отливок. Исследовать зависимость кинетики и продолжительности затвердевания отливки от некоторых технологических факторов.
I. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Кинетика и характер затвердевания сплава оказывают существенное влияние на процессы, происходящие при формировании отливки: питание отливки и образование усадочных дефектов, формирование кристаллической структуры и процессы ликвации, газовыделение и образование газовых раковин и пористости и т.д. Поэтому исследование и расчет кинетики затвердевания является одним из важнейших вопросов теории и практики литейных процессов.
1.1. Аналитические методы исследования затвердевания
Аналитическое исследование затвердевания отливок связано с решением системы дифференциальных уравнений теплопроводности и краевых условий при наличии фазового перехода из жидкого в твердое. Впервые аналогичную задачу удалось решить австрийскому математику Стефану при исследовании процесса образования льда в северных морях. Условия теплообмена в этих процессах резко отличаются от условий при затвердевании сплава в литейных формах: жидкая фаза имеет полубесконечную протяженность, температура на поверхности теплообмена постоянна и температура жидкости равна температуре кристаллизации. Метод решения Стефана был применен Шварцем для исследования затвердевания плоской отливки в полунеограниченной форме при температуре заливки равной температуре кристаллизации. В соответствии с рис.1 система дифференциальных уравнений и краевых условий для данного случая имеет вид.
I. Дифференциальное уравнение теплопроводности для затвердевшей корки металла
 . (1)
. (1)
II. Дифференциальное уравнение теплопроводности для формы
 . (2)
. (2)
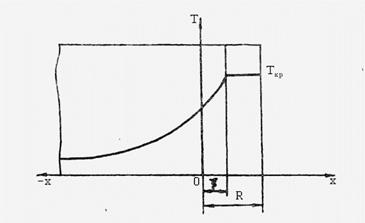 |
Рисунок 1 – Схема к уравнениям (1 – 9)
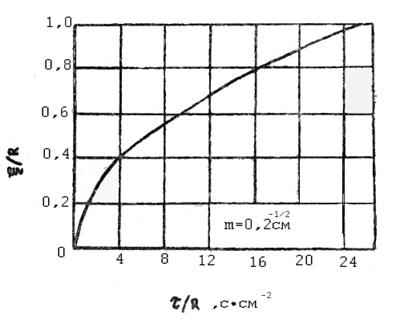 |
Рисунок 2 – Кинетическая кривая затвердевания плоской отливки, залитой без перегрева в полуограниченной форме
III. Граничные условия:
1. На наружной поверхности формы ( ) тепловой поток равен нулю
) тепловой поток равен нулю
 (3)
(3)
2. На поверхности контакта отливки и формы (x = R) температуры формы и отливки равны, а также равны тепловые потоки через границу от отливки и от границы в форму
 . (4),(5)
. (4),(5)
3. На фронте затвердевания температура равна температуре кристаллизация и тепловой поток, в твердую корку равен теплоте кристаллизации, выделяющейся в единицу времени на единицу площади фронта кристаллизации:
 (6)
(6)
 (7)
(7)
IV. Начальные условия
 (8)
(8)
 (9)
(9)
В системе уравнений (1–9) приняты следующие обозначения:
 и
и  – температуры металла и формы;
– температуры металла и формы;
 и
и  – коэффициенты температуропроводности соответственно металла и формы;
– коэффициенты температуропроводности соответственно металла и формы;
 и
и  – коэффициенты теплопроводности соответственно металла и формы;
– коэффициенты теплопроводности соответственно металла и формы;
 – толщина затвердевшего слоя металла;
– толщина затвердевшего слоя металла;
 и
и  – удельная теплота кристаллизации металла и плотность твердого металла;
– удельная теплота кристаллизации металла и плотность твердого металла;
 – начальная температура формы;
– начальная температура формы;
 – температура кристаллизации металла;
– температура кристаллизации металла;
 – время.
– время.
Можно показать, что уравнениям (1) и (2), а также граничному условию (3) удовлетворяют следующие формулы для расчета температур металла и формы:
 (10)
(10)
 , (11)
, (11)
где  – постоянные коэффициенты.
– постоянные коэффициенты.
Используя формулы (10,11) при написании граничных условий (4,5,6) и начального условия (8), получаем систему уравнений для определения коэффициентов  . При этом следует учесть, что
. При этом следует учесть, что
 ;
;  и
и  .
.
Решая полученные уравнения, находим
 ; (12)
; (12)
 ; (13)
; (13)
 ; (14)
; (14)
 ; (15)
; (15)
Из последнего уравнения следует, что аргумент у  не должен зависеть от времени, так как правая часть уравнения постоянна.
не должен зависеть от времени, так как правая часть уравнения постоянна.
Для этого необходимо, чтобы
 , (16)
, (16)
где m – коэффициент затвердевания.
Это широко известный закон "квадратного корня". С учетом формулы (16) уравнение (15) принимает вид:
 . (17)
. (17)
Решая систему уравнений (12, 13, 14, 17) находим величины для коэффициентов  . С учетом найденных величин
. С учетом найденных величин  и
и  формула (10) для расчета температуры в твердой корке принимает вид:
формула (10) для расчета температуры в твердой корке принимает вид:
 , (18)
, (18)
где  - коэффициент аккумуляции тепла металлом;
- коэффициент аккумуляции тепла металлом;
 - коэффициент аккумуляции тепла формой.
- коэффициент аккумуляции тепла формой.
Для определения коэффициента затвердевания из условия (7) с использованием формулы (18) для выражения  получаем следующее трансцендентное уравнение:
получаем следующее трансцендентное уравнение:
 . (19)
. (19)
Первое приближение величины m получают, приняв  ввиду малости коэффициента m и разложив в ряд функцию
ввиду малости коэффициента m и разложив в ряд функцию  . Разложение функции
. Разложение функции  в ряд имеет вид:
в ряд имеет вид:
 .
.
Если все члены, кроме первого, отбросить, то
 .
.
С учетом этих допущений уравнение (19) превращается в квадратное, решение которого имеет вид:
 . (20)
. (20)
Более точное значение m получается при графическом решении уравнения (19). Вид кинетической кривой затвердевания отливки в указанных условиях показан на рис.2.
В случае если отливка полуограниченная ( ), то аналогично можно получить формулу вида (16) и при температуре заливки сплава, большей температуры кристаллизации.
), то аналогично можно получить формулу вида (16) и при температуре заливки сплава, большей температуры кристаллизации.
Формула (16) привлекает литейщиков своей простотой. Однако следует понимать, что она строго справедлива для плоской отливки (одномерная задача) затвердевающей в полуограниченной форме при температуре заливки, равной температуре кристаллизации. Дня приближенного учета перегрева сплава Н. Хворинов предложил в формулу (20) под корнем вместо L поставить выражение:
 ,
,
где  – теплоемкость сплава в жидком состоянии;
– теплоемкость сплава в жидком состоянии;
 – температура заливки.
– температура заливки.
Одним из методов приближенного распространения формулы (16) для отливок произвольной конфигурации является применение правила Н. Хворинова:
 , (21)
, (21)
где  – приведенный размер толщины затвердевшей корки;
– приведенный размер толщины затвердевшей корки;
V – объем затвердевшей корки;
 – поверхность охлаждения затвердевшей корки.
– поверхность охлаждения затвердевшей корки.
Для цилиндрической отливки (при  ) в соответствии с рис. 3
) в соответствии с рис. 3
 . (22)
. (22)
С учетом формулы (22) формула (21) для цилиндрической отливки принимает вид:
 .
.
После преобразования получаем:
 . (23)
. (23)
Кинетическая кривая, рассчитанная по этой формуле для цилиндрической отливки при  , приведена на рис. 4.
, приведена на рис. 4.
1.2. Математическая модель затвердевания цилиндрической отливки в неокрашенной металлической форме
В соответствии с рис. 5 применяя для всех зон отливки одно уравнение теплопроводности, можно написать следующую систему уравнений, описывающую затвердевание отливки.
 (24)
(24)
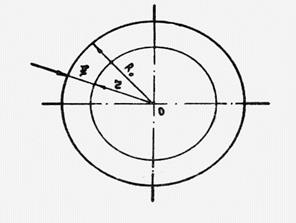 |
Рисунок 3 – Схема к выводу формулы (23) для цилиндрической отливки
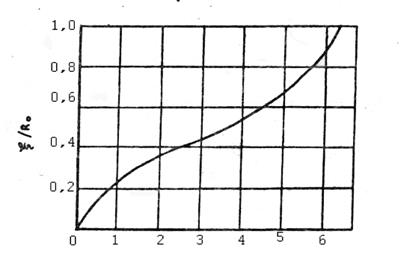 |
Рисунок 4 – Кинетическая кривая затвердевания цилиндрической отливки ()
 (25)
(25)
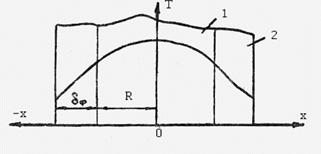 |
Рисунок 5 – Расчетная схема затвердевания отливки
 (26)
(26)
 (27)
(27)
 (28)
(28)
 ; (29)
; (29)
 . (30)
. (30)
В системе (24–30) приняты следующие обозначения:
 – функция Кирхгофа для сплава;
– функция Кирхгофа для сплава;
 – теплоемкость и плотность сплава как функции температуры;
– теплоемкость и плотность сплава как функции температуры;
 – температура сплава;
– температура сплава;
 – температура материала формы;
– температура материала формы;
 – функция Гудмена для сплава;
– функция Гудмена для сплава;
 – коэффициент теплопроводности сплава как функция температуры;
– коэффициент теплопроводности сплава как функция температуры;


 – толщина стенки формы;
– толщина стенки формы;
 – температура заливки сплава;
– температура заливки сплава;
 – коэффициент температуропроводности формы.
– коэффициент температуропроводности формы.
Как следует из системы (24–30) температурное поле в системе «отливка – форма» для данного сплава и материала формы зависит от следующих факторов:  Для описания кинетики затвердевания отливки примем формулу
Для описания кинетики затвердевания отливки примем формулу
 (31)
(31)
полученную из (23) делением обоих частей равенства на R. Кинетический коэффициент в соответствии со сказанным выше будет функцией следующих факторов:  т.е.
т.е.
 (32)
(32)
Конкретный вид функции (32) можно найти в результате численного решения системы (24–30) на ЭВМ или, обобщая экспериментальные данные.
Система (24–30) справедлива при условии плотного контакта затвердевающей отливки с поверхностью формы. Как известно из опыта через некоторое время после начала затвердевания отливки вследствие деформации формы между отливкой и формой образуется газовый зазор, который затрудняет теплопередачу и уменьшает величину коэффициента m. Однако с увеличением давления прилагаемого к расплаву, зазор уменьшается, а приперепаде давлений превышающем 0,03 МПа, им можно пренебречь.
В данной работе предусмотрено экспериментальное исследование кинетики затвердевания металлов и сплавов на примере затвердевания цилиндрических отливок из олова и оловянно-цинковых сплавов, залитых в металлическую форму.
Физические свойства олова и сплава (Sn –80 %, Zn –20%) приведены в таблице 1.
Таблица 1
| Расплав |  |  |  |  |  |  |  |
| Олово | - | - | 0,653 | 7,3 | 59,6 | 1,47 | |
| Сплав (80%Sn,20%Zn) | - | 0,756 | 7,27 | 71,4 | 1,47 |
В табл.1  - температура ликвидуса, а
- температура ликвидуса, а  - температура солидуса сплава.
- температура солидуса сплава.
2.1. Методика проведения работы
2.1.1. Описание установки и методика обработки данных.
Схема экспериментальной установки приведена на рис.6. Заполнение трех цилиндрических форм (I) сплавом осуществляется вакуумным всасыванием. Формы установлены на опорной плите (2)
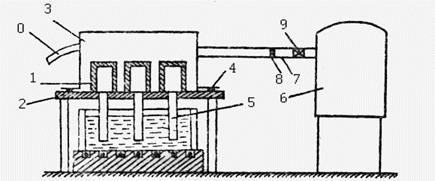 |
Рисунок 6 – Схема экспериментальной установки
1 – цилиндрические формы; 2 – опорная плита; 3 – камера;
4 – резиновые уплотнители; 5 – металлопровод; 6 – ресивер;
7 – шланг; 8 – диафрагма; 9 – кран; 10 – шланг
Формы установлены на опорной плите (2) и закрыты камерой (3), плотно укрепленной через резиновые уплотнители (4) к плите (2). Под плитой (2) установлены тигель и печь сопротивления. Металл из тигля через два металлопровода (5) под действием перепада давлений на расплав, возникающего путем создания разрежения в камере (3), поступает в полости форм. После затвердевания отливок камера соединяется с атмосферой и расплав сливается из металлопроводов в тигель. Для измерения температур в форме устанавливается 4 термопары. Схема установки спаев термопар приведена на рис. 7. Вид термических кривых охлаждения приведен на рис. 8. По термическим кривым находят время прохождения данной точки сечения отливки фронтом солидуса  , и ликвидуса
, и ликвидуса  , для сплава и фронтом затвердевания
, для сплава и фронтом затвердевания  для металла. Величину
для металла. Величину  определяют как время окончания температурной стоянки при температуре солидуса, а величину
определяют как время окончания температурной стоянки при температуре солидуса, а величину  - как время, соответствующее точке перегиба или окончание температурной стоянки при температуре ликвидуса.
- как время, соответствующее точке перегиба или окончание температурной стоянки при температуре ликвидуса.  - время, соответствующее концу температурной кривой при температуре кристаллизации металла. Величины
- время, соответствующее концу температурной кривой при температуре кристаллизации металла. Величины  ,
,  , и
, и  заносят в табл. 2.
заносят в табл. 2.
Обработку экспериментальных данных проводят по методу наименьших квадратов. Для этого зависимость (23) преобразуют к виду:
 , (33)
, (33)
где  . (34)
. (34)
Коэффициент m определяем таким образом, чтобы сумма квадратов отклонений экспериментальных рассчитанных по формуле (33) значений Y была минимальной.
Отсюда
 (35)
(35)
Результаты обработки данных и значений m сводятся в табл.2. В экспериментах варьируют следующие факторы:  и
и  . Фактор
. Фактор  во всех опытах поддерживается одинаковым. Уровни и интервалы варьирования факторов приведены в табл.3 и 4.Радиус отливки во всех экспериментах принят равным 3 см, а толщина формы варьируется в соответствии с изменением отношения
во всех опытах поддерживается одинаковым. Уровни и интервалы варьирования факторов приведены в табл.3 и 4.Радиус отливки во всех экспериментах принят равным 3 см, а толщина формы варьируется в соответствии с изменением отношения  .Эксперимент спланирован по матрице
.Эксперимент спланирован по матрице  . Условия экспериментов приведены в табл.3 и 4. Зависимость коэффициентов m от факторов находят в виде уравнения регрессии:
. Условия экспериментов приведены в табл.3 и 4. Зависимость коэффициентов m от факторов находят в виде уравнения регрессии:
 (36)
(36)
где  и
и  - кодированные значения факторов,
- кодированные значения факторов,
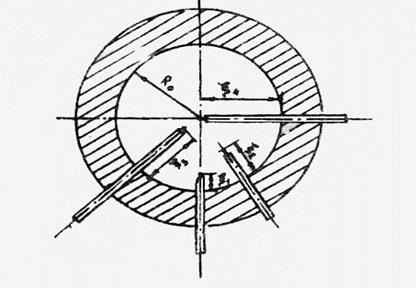 |
Рисунок 7 – Схема установки спаев термопар в полость формы
( )
)
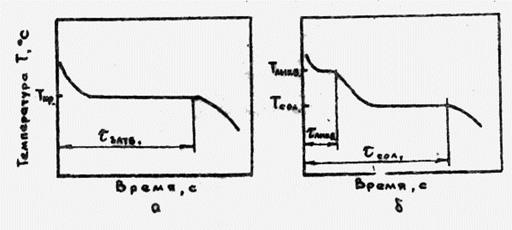 |
Рисунок 8 – Вид температурных кривых охлаждения металла (а) и сплава (б)


где  – значение температуры заливки на среднем уровне;
– значение температуры заливки на среднем уровне;
 – интервал варьирования температуры заливки;
– интервал варьирования температуры заливки;
 – отношение температуры формы к радиусу отливки на, среднем уровне;
– отношение температуры формы к радиусу отливки на, среднем уровне;
 – интервал варьирования
– интервал варьирования  .
.
В матрице (табл. 3 и 4) кодированные величины факторов имеют два значения: + 1 и -1. Кодированные величины факторов на средних уровнях равны нулю. Рассчитанные по изложенной выше методике значения величин  ,
,  и
и  заносят в табл. 3 и 4.В табл. 4 необходимо привести также данные по m, рассчитанные по формуле (20). Коэффициент
заносят в табл. 3 и 4.В табл. 4 необходимо привести также данные по m, рассчитанные по формуле (20). Коэффициент  находят по формуле
находят по формуле
 .
.
Коэффициенты  находят по формуле
находят по формуле
где j=1;2;
 – значение коэффициента m в j-м опыте;
– значение коэффициента m в j-м опыте;
 – кодированное значение j-го фактора в i-m опыте, В табл. 3 и 4 сводятся рассчитанные по формуле (36) с учетом определенных коэффициентов регрессии-значения m. Рассчитанные по формуле (23) значения
– кодированное значение j-го фактора в i-m опыте, В табл. 3 и 4 сводятся рассчитанные по формуле (36) с учетом определенных коэффициентов регрессии-значения m. Рассчитанные по формуле (23) значения  вносятся в табл. 2.
вносятся в табл. 2.
Таблица 2 – Обработка экспериментальных данных по кинетике затвердевания отливок при  и
и 
| № |  см см |  | Сплав | Металл  , с , с | Сплав | Металл,  | Сплав, m,  | Металл, m, | см,по формуле (23) | |||
 , с , с |  , с , с |  |  | фронт ликв. | фронт сол. | |||||||
| 1. | ||||||||||||
| 2. | ||||||||||||
| 3. | ||||||||||||
| 4. | ||||||||||||
 |  |  |  |  |  |
Для некоторых условий затвердевания сплава и металла (по указанию преподавателя) строят графики кинетических кривых, рассчитанных по формуле (23), с нанесенными экспериментальными значениями. Полученные уравнения регрессии вида (36) необходимо качественно интерпретировать. Значения и  подставляются в соответствии с табл. 3 и 4.
подставляются в соответствии с табл. 3 и 4.
 .
.
2.2. Последовательность выполнения работы
Эксперимент проводят на двух установках. На одной работают с оловом, на другой – со сплавом. Прежде всего, в соответствии с рис. 7 в формах устанавливают термопары. Затем формы собирают на плите (2) (см. рис. 6) установка предполагает одновременную работу с двумя формами с разными отношениями  .
.
В первом эксперименте изготовляют отливку диаметром 60 мм при температуре заливки на нижнем уровне. Во втором эксперименте опыт проводят на тех же отливках при температуре заливки на верхнем уровне. В третьем опыте заливают 2 формы для отливки диаметром 60 мм при температуре заливки на среднем уровне. Параллельные заливки двух форм позволяют оценивать воспроизводимость экспериментальных данных. После установки на плите (2) форм выводы термопар подсоединяют к контактным клеммам и устанавливают камеру (3), одновременно соединяя разъем проводом 6 контактных клемм термопар. При достижении температуры расплава в тигле (контролируется термопарой) заданного значения осуществляется заливка форм. Перед заливкой в ресивере (6) создается разрежение

где  – плотность олова в жидком состоянии;
– плотность олова в жидком состоянии;
Нм – высота металлопровода над зеркалом расплава в тигле;
Но – высота отливки.
Для заливки формы ресивер путем открытия крана (10) через шланг (7) соединяется с камерой (3). Скорость заливки регулируется диафрагмой (8) (диаметр диафрагмы устанавливает преподаватель). После выдержки отливки (время слива устанавливает преподаватель) камера через шланг 10 соединяется с атмосферой. После этого снимается камера, разбираются формы и извлекаются отливки. Поверхность форм после их остывания очищается щеткой и осуществляется проведение эксперимента при другой температуре заливки в том же порядке. После окончания работы выключается печь, плита поднимается до тех пор, пока нижние концы металлопровода не поднимутся выше тигля. Внутренние и наружные поверхности металлопровода очищаются от остатков расплава.
В лаборатории имеется две экспериментальные установки, одна для работы с оловом, вторая со сплавом. Кроме этого имеется три комплекта кокилей (в комплект входит два кокиля с ,равной 3 см, и по одному с ,равной 1,5 и 4,5 см). Одновременно работает шесть студентов, разделенных на три бригады по два человека в каждой. Каждой бригаде выделяется один комплект кокилей и комплект термопар (24 штуки). Студенты устанавливают термопары в формы, готовят их к заливке, и поочередно каждая бригада работает на установке. Каждая бригада работает выполняет эксперимент либо на олове, либо на сплаве, обменивается экспериментальными данными.
Преподаватель может изменить условия эксперимента, приведенные в табл. 3 и 4. Перед проведением лабораторной работы проводится коллоквиум в рамках контроля за индивидуальной работой студентов по изучению раздела «Затвердевание отливок» и методики организации эксперимента. Вторая половина подгруппы выполняет работу №1 «Жидкотекучесть металлов и сплавов».
2.4. Основные требования техники безопасности
1. При сборке форм обращать внимание на плотность соединения полуформ и крепления формы к поддону во избежание прорыва металла в камеру.
2. Перед снятием камеры соединить ее с атмосферой (через шланг снятием струбцин) и установить давление в камере, равное атмосферному.
3. Разборку форм и извлечение отливок осуществлять с использованием рукавиц и щипцов.
4. Категорически запрещается охлаждать форму водой.
5. При обслуживании печи соблюдать общие правила электробезопасности.
2.5. Требования к отчету
Отчет по работе должен содержать формулировку цели работы, теоретические положения, описание установки и последовательность проведения работы. Результаты работы должны быть представлены в виде таблиц 2, 3 и 4 и графиков в координатах  –
–  ,
,  – ,
– ,  – .В отчете привести уравнение регрессии (26)с учетом определенных коэффициентов регрессии, а также кинетическую формулу (23).
– .В отчете привести уравнение регрессии (26)с учетом определенных коэффициентов регрессии, а также кинетическую формулу (23).
Необходимо провести сравнительный анализ особенностей затвердевания металла и сплавов.
Таблица 3 – Данные по коэффициенту затвердевания олова
| № |  , ,  |  |  |  |  |  | m, (по ур.35) | m,  (по ур.20) (по ур.20) | m,  |
| 1. | 1,5 | 4,5 | +1 | +1 | +1 | ||||
| 2. | 0,5 | 1,5 | +1 | -1 | -1 | ||||
| 3. | 1,5 | 4,5 | -1 | +1 | -1 | ||||
| 4. | 0,5 | 1,5 | -1 | -1 | +1 | ||||
| 5. | 1,0 | 3,0 |
Таблица 4 – Данные по коэффициенту затвердевания сплава
| № | , | | | | | | m, (по ур.35) | m, (по ур.20) | m, |
| 1. | 1,5 | 4,5 | +1 | +1 | +1 | ||||
| 2. | 0,5 | 1,5 | +1 | -1 | -1 | ||||
| 3. | 1,5 | 4,5 | -1 | +1 | -1 | ||||
| 4. | 0,5 | 1,5 | -1 | -1 | +1 | ||||
| 5. | 1,0 | 3,0 |
Вопросы к коллоквиуму
1. Написать систему уравнений и кривых условий для затвердевания плоской отливки в полуограниченной форме при заливке металла без перегрева.
2. Какой вид имеют формулы для расчета температуры в форме и отливке для указанных выше условий?
3. Получить формулу квадратного корня.
4. Для каких условий справедлив закон квадратного корня.
5. От каких факторов зависит коэффициент затвердевания.
6. В чем состоит правило Хворинова для учета конфигурации отливки?
7. В чем состоит правило Хворинова для учета перегрева металла?
8. Получить с помощью правила Хворинова закон затвердевания цилиндрической отливки.
9. Что такое эффективная удельная теплоемкость сплава.
10. Написать систему уравнений и краевых условий для затвердевания цилиндрической отливки в металлической форме.
11. Какие основные факторы определяют кинетику затвердевания сплава?
12. Какой вид имеет диаграмма состояния Sn-Zn?
13. Рассказать об устройстве экспериментальной установки.
14. Методика обработки данных по термическим кривым.








