 2014-02-13
2014-02-13 2126
2126Q Q
Классификация и кодирование деталей
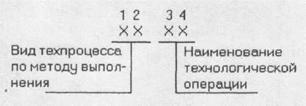
Классификация и кодирование технологических операций и переходов
Существуют два способа корректирования технологических процессов:
1) Разработка типовых или групповых технологических процессов, которые пригодны сразу для изготовления группы однородных по конструктивно-технологическим признакам ДСЕ.
2) Механизация и автоматизация изготовления ДСЕ на базе специализированного технологического процесса.
Механизация инженерного труда при разработке технологических процессов и изготовлении ДСЕ означает, что часть работ технолога (не творческих) выполняется специальными механизмами, не способными принимать решения.
Автоматизация инженерного труда при разработке технологического процесса и изготовлении ДСЕ означает, что основную часть маршрутной и операционной технологии включая и процесс принятия решения при изготовлении ДСЕ осуществляется специальным технологическим оборудованием на базе ЭВМ в виде программно-аппаратных комплексов.
Необходимо условиться, что механизация инженерного труда при разработке новых технологических процессов означает, что часть нетворческой работы технолога, такой как заполнение маршрутной и операционной карт, всевозможных ведомостей применяемости и т. п., выполняется специальными электронными распечатывающими устройствами или периферийными устройствами ЭВМ с применением различных текстовых и графических редакторов. Автоматизация инженерного труда при разработке новых техпроцессов означает, что основную часть маршрутной и операционной технологии, включая и процесс принятия решений, связанных с изготовлением и выбором технологического оснащения деталей, сборочных единиц и изделия РЭС в целом, осуществляют в целом средства, вычислительной техники по специальным программам с учетом информации их по ДСЕ, ранее введенных в память ЭВМ в виде проблемно-ориентированных или специально структурированных баз данных или банков данных. Решение этойзадачи тесно связано с первичной классификацией и кодированием технологической информация, т. е. с кодированием технологических операций и их переходов, а также ДСЕ по конструктивно-технологическому подобию. Также широко применяется классификация и кодирование средств технического оснащения по структурно-функциональным признакам. Такая сквозная конструкторско-технологическая классификация и кодирование ДСЕ, техпроцессов и средств технологического оснащения в настоящий момент применяется в автоматизированных конструкторско-технических средствах. Классификация и кодирование технологических операций в системе ЕС ТПП СССР производится по специальному классификатору технологических операций (КТО), разработанному Госстандартом СССР. КТО включает 25 таблиц, в каждой из которых приведены операции по какому-то одному виду технологий машино- и приборостроении. Каждой операции присвоен начальный четырехзначный код.
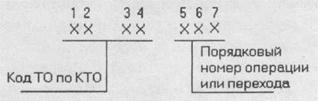
Для решения конкретных производственных задач недостаточно использовать только технологические операции. Необходима и дальнейшая детализация на технологические переходы, установы и т. д. входящие в конкретную операцию, если это определяется экономической целесообразностью. Для этого разрабатываются классификаторы операций и переходов: сборка, монтаж, формообразование из пластмасс и т. п. В этом случае структура кода для каждого технологического перехода будет шестизначной, а иногда и семизначной.
Классификация и кодирование технологических операций и переходов обеспечивает в масштабе всей национальной промышленности. При учете разработки проектирования маршрутной и операционной технологии и единообразия ее оформления. Это позволяет передавать технологическую документацию с одного предприятия на другое, где она может быть внедрена бед изменений, либо с минимальной корректировкой.
Для разработки групповых и типовых техпроцессов недостаточно иметь систему классификации и кодирования технологических операций и переходов. Кроме этого требуется система классификации и кодирования ДСЕ, используемых в РЭС по конструктивным и технологическим признакам. Она осуществляется по классификатору ЕСКД: классы 71-76. Данный классификатор включает в себя детали различных конструкции. Структура кода для каждой детали шестизначна. Код определяет класс, подкласс, группу, подгруппу и вид признака к которому относится конкретная деталь.
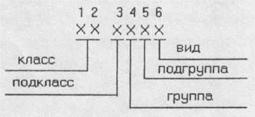
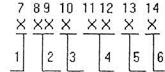
Например, деталь имеет код 71 1111 по классификатору ЕСКД.
71- означает, что данная деталь относится к 71 классу, который включает в себя тела вращения типа колец, валов, шкивов, стержней;, втулок- блоков;
13- детали у которых отношение длины к диаметру, не более
0, 5, причем наружная поверхность цилиндрическая;
14- относят к группе деталей, у которых наружная
цилиндрическая поверхность гладкая - без наружной резьбы и
закрытых уступов;
15- детали, не имеющие неправильного отверстия;
16- детали, не имеющие пазов, шлицев и отверстий вне оси
детали.
Таким образом, оценивая деталь, имеющую конструктивный код по классификатору ЕСКД 71 1111 получаем диск.
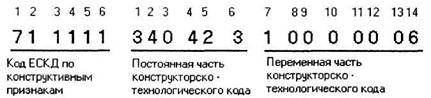
Кроме классификационных группировок, конструктивных признаков существует конструкторско-технологическое кодовое обозначение ДСБ, входящих в состав РЭС дайной в четырнадцать знаков. Это кодовое значение состоит из двух основных частей:
Постоянная часть - обозначение классификационных группировок основных признаков - шесть знаков.
Переменная часть - кодовое обозначение классификационных группировок, характеризующих вид детали по методу ее изготовления - 8 знаков.
Структура и длина кодового обозначения, составленного из кодов классификационных группировок основных конструкторско-технологических признаков, имеет следующий вид:
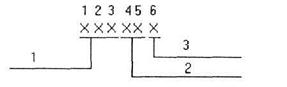
1 - размерная характеристика детали;
2 - группа материалов;
3 - вид детали по технологии и методу изготовления.
Кодирование последних восьми конструкторско-технологических признаков (переменная часть) также осуществляется с помощью этих специальных таблиц, характеризующих данный технологический метод (способ) производства. Для примера рассмотрим наиболее распространенные методы механической обработки деталей, относящиеся к формообразованию и часто применяются в качестве деталей РЭС.
При холодной штамповке структура и длина кодового обозначения по данной совокупности признаков следующая:
1 - вид исходной заготовки;
2 - точность обработки;
3 - параметр шероховатости;
4 - характеристика дополнительных технологических
требований;
5 - вид дополнительной обработки;
6 - характеристика массы детали; X7 - информация о виде исходной заготовки; Х8Х9 - информация о точности выполнения размеров изготавливаемой детали;
о
X - указывает наименьшее поле допуска наружных размеров поверхности;
X - внешних;
Причем, если наружная и внутренняя поверхность не
обрабатывается или же внутренних поверхностей нет, то X X кодируются нулем.
X10 - содержит информацию о параметрах шероховатости детали.
Обычно кодируются наружные поверхности по наименьшему значению этого параметра. Поверхность, которая не подвергается обработке, кодируется нулем.
Х11Х12 - содержат информацию о дополнительных технологических требованиях;
X12 - кодируют детали, у которых число отверстий более 10, а диаметр или ширина меньше толщины детали, и которые изготавливаются методом фотопечати, офсетной печати или шелкографией..
X13 - содержит информацию о виде дополнительной обработки детали. Для детали поэтому признаку назначается а зависимости от наличия видов дополнительной обработки (термическая сварка, пайка, гальваническое покрытие и т.д.) назначается нулём или знаком «-».Наличие кодируется знаком «+» или соответствующим кодом 1..9, а различные сочетания всех видов обработки обычно кодируется цифрами 1..6. Разряд X14 -масса детали, в соответствующих единицах измерения. Например, деталь, имеющая код ЕСКД 71 1111, будет иметь массу 0,64 г, а полный код детали, с учетом вырубки из ленты, не обрабатываемой поверхности и отсутствия дополнительной обработки, включая конструктивные признаки ЕСКД и постоянную часть конструкторско-технологического кода, будет иметь следующий вид:
Термическая обработка. Переменная часть: X7 - заготовка; X8-состав материла, Х9Х1ОХ11Х12 - технологические требования; X13 -толщина обработки; X14 - масса изделия; X3 - состав материала; X4 -дополнительные требования по объемной термообработке; X10-поверхностной, X10 - по химико-термической; X11- деформационной. Обработка резанием. Х7Х8 - вид исходной заготовки, Х9Х10 -квалитет; X11- чистота обработки (шероховатость) или отклонение формы; X12 - степень точности; X13- вид дополнительной обработки; X1 - масса.
Формообразование из полимерных материалов (пластмасс). X7 - площадь формообразования; X8 - состав материала; X -квалитет; Х1ОХ11 - дополнительные технологические требования; X12
- дополнительные характеристики; X13 - толщина детали; X14 - масса.
Литейное производство. X7 - вид исходной заготовки; Х8Х9 -квалитет; Xй - шероховатость; ХПХ12 - дополнительный технологические требования, X13- термообработка; X14 - масса.
Детали с покрытием. X7 - группа покрытия; Х8Х9 - вид покрытия; Х10-толщина покрытия. X11 - дополнительные требования; X 12Х13 - поверхность покрытия; X14 - масса.
Конструкторско-технологические признаки каждого вида формообразования, формализованные в кодообозначение, позволяют легко осуществить группирование деталей в однородные группы с целью проектирования типовых групповых техпроцессов их проектирования. Каждый вид формообразования имеет свои главные признаки, по которым ведется группирование деталей по конструкторско-технологическому подобию.
Холодная штамповка. Основной признак - конфигурация деталей, но этого не достаточно для полного группирования, и поэтому кодируются дополнительные признаки. Для этого в переменную часть кода вводятся дополнительные группы:
X15- высота полых и изогнутых деталей; X16 - наибольшая
длина X17X18 - размерная характеристика развертки изогнутых и полых детален; X19 - тип производства (единичное, мелкосерийное, среднесерийное, крупносерийное и массовое).
Термическая обработка. Основной признак - общность температурных режимов и характеристика дополнительных технологических требований.
Обработка резанием. Основные признаки - конструктивное сходство деталей, тип производства. Дополнительно нужно учесть число особенностей детали и ступенчатость наружных и внутренних поверхностей: X15 - тип производства.
Формообразование из полимерных материалов. Основной признак - материал, дополнительные технологические требования:
X15 - отверстия, параллельные направлению выталкивания детали из формы; X16 - перпендикулярные; X17 - число арматуры или резьбовых отверстий, X18 - арматура параллельная выталкиванию -односторонняя; X19 - двусторонняя; X20 - перпендикулярное выталкивание - односторонняя; X21 -двусторонняя; X22 - форма наружного контура детали; X23 - тип производства.
Литейное производство. Основные признаки группирования -материал. Далее учитываются признаки: масса детали, тип производства, толщина стенок отливки, дополнительные технологические требования и характеристики конструкции.
Детали с покрытием. Основные признаки - размерная характеристика, материал, вид покрытия, группа покрытия, дополнительные технологические требования: X15 - тип производства.
Группирование детали по конструктивно-технологическим признакам производится вручную, либо с применением ЭВМ. Но сначала производится конструкторско-технологическое кодирование чертежей деталей, с предварительной идентификацией. Затем вручную или автоматизированным методом осуществляется подборка чертежей с одинаковыми кодами отдельно выбранных признаков.








