 2015-05-26
2015-05-26 1063
1063Так, как при сварке деталей плавлением необходимо получить общую сварочную ванну, образованную расплавленным металлом электрода и свариваемых деталей, то сварщик обязан совершать поперечные перемещения (колебания) электродом вдоль шва. На рис. 12 показаны основные виды колебаний электрода. Первый вид применяется при сварке тонких листов в нижнем положении и вертикальных швов, второй и третий - при сварке листов средней толщины, остальные - при сварке толстых листов при увеличенном прогреве середины и кромок шва.
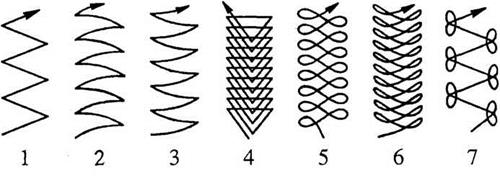
Рис. 12. Виды поперечных перемещений электрода вдоль шва
1 - для сварки тонких и средних деталей; 2 - 3 - для сварки средних деталей; 4 - для сварки средних и толстых деталей при увеличенном прогреве корня шва; 5 - 7 - для сварки толстых деталей при увеличенном прогреве кромок шва








