 2015-05-26
2015-05-26 2383
2383Для уменьшения короблений свариваемых деталей в зависимости от протяженности шва рекомендуется применять следующие способы наложения сварных швов (рис. 13).

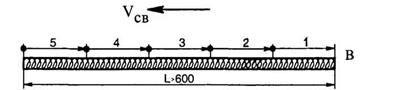
Рис. 13. Способы выполнения швов по длине
а - на проход; б - от середины к краям; в - обратноступенчатым способом;
1 - 5 - последовательность наложения швов;
L - общая длина сварочного шва
Короткие швы длиной до 250 мм сваривают на проход - от начала шва и до его конца. Швы длиной 500-600 мм сваривают от середины к краям. Швы большой длины сваривают обратноступенчатым способом. При этом длину единичного участка (валика) устанавливают от 100 до 250 мм, начала и концы валиков не должны совпадать, а должны быть расположены с некоторым перекрытием (3-5 мм).
При сварке соединений большой длины и толщины (свыше 20 мм) наложение валиков производится в определенной последовательности. В начале выполняется первый (коренной) слой, а затем наплавляются остальные так, как показано на рис. 14. Последний (отделочный) образуется петлевым движением электрода диаметром не более 4 мм.
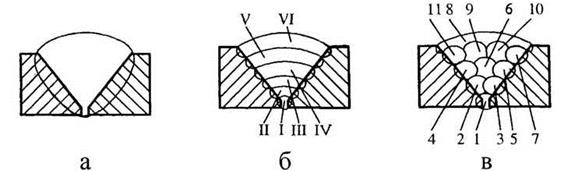
Рис. 14. Поперечные сечения стыковых швов, а - однопроходный; б - многослойный;
в - многопроходный. I - VI - слои; 1 - 11 - проходы.
Если швы длинные, то каждый валик наплавляется обратноступенчатым способом. Начало сварки второго слоя не должно совпадать с началом сварки первого. После наложения каждого валика поверхность его следует очистить от шлака и металлической щеткой зачистить до чистого металла. Во всех случаях стыковой сварки нужно производить подварку - наложение подварочных швов с обратной стороны.








