 2015-05-26
2015-05-26 665
665Наклон электрода зависит, в основном, от расположения сварного шва в пространстве. Основные приемы наклона электрода по шву показаны на рис.11. Так, например, при сварке вертикальных швов снизу вверх электрод наклоняют углом вперед на 15-45°, в зависимости от толщины свариваемых деталей. Такой прием применяется вследствие того, что, с одной стороны имеет место стекание расплавленного металла, а с другой стороны, давление электрической дуги препятствует этому стеканию и способствует формированию более качественного шва без подтеков и наплывов.
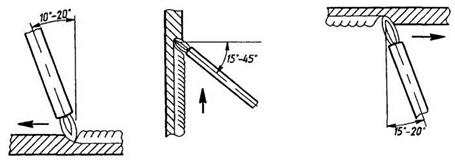
Рис. 11. Наиболее часто применяемые наклоны электрода по шву при различных пространственных положениях
При этом следует учитывать то обстоятельство, что при сварке наклоном электрода вперед, по отношению к направлению сварки, глубина проплавления основного металла будет наименьшей, а при сварке наклоном электрода назад - наибольшей. Учитывается и то обстоятельство, что, с одной стороны, за один проход необходимо проплавить основной металл как можно на большую глубину, а с другой стороны - избежать сквозных прожогов.








