 2015-05-26
2015-05-26 1557
1557Сварные соединения бывают стыковыми, тавровыми, угловыми и нахлесточными (рис. 9 и 10). Наиболее распространенным среди них является стыковое.
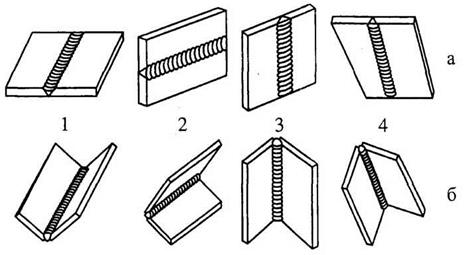
Рис. 9. Виды сварных соединений в различных пространственных положениях
а - стыковое, б - угловое, 1 - нижнее положение,
2 - горизонтальное, 3 - вертикальное, 4 – потолочное
При разработке технологии электродуговой сварки необходимо учитывать пространственное положение шва. Расположение швов в пространстве влияет на выбор электрода, приемов сварки и величину сварочного тока. Сварка в горизонтальном и вертикальном положениях представляет большие трудности из-за стекания жидкого металла, сварка же в потолочном положении еще более затруднена, так как сила тяжести расплавленного металла противоположна направлению его переноса. Все это требует снижения объема расплавляемого металла, что достигается путем уменьшения диаметра электрода и силы сварочного тока (как указывалось выше). Самым удобным пространственным положением для сварки является нижнее. Поэтому необходимо, по возможности, располагать свариваемую конструкцию таким образом, чтобы свариваемый шов при сварке находился в нижнем положении.
Подготовка кромок свариваемых деталей сводится к разделке кромок и их зачистке. Разделка кромок зависит от толщины свариваемых деталей. На рис. 10 приведены основные виды подготовки кромок свариваемых деталей.
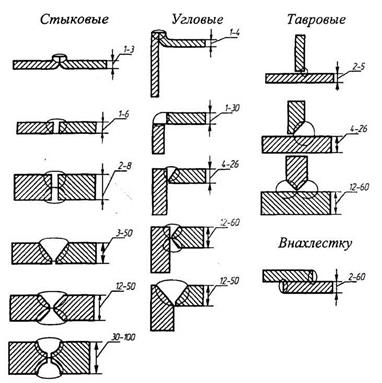
Рис. 10. Виды подготовки кромок свариваемых деталей под сварку








