 2015-06-10
2015-06-10 1473
14731. ГОСТ-2.602-95 «Ремонтные документы». Введ. 01.07.96. – М.: Изд-во стандартов, 1996. – 20 с.
2. «Положение о профилактическом обслуживании и ремонте подвижного состава автомобильного транспорта», утверждено Министерством транспорта Украины 6 апреля 1994 г.
3. Божидарнік В. В. Основи технології виробництва і ремонту автомобілів: Навчальний посібник / В. В. Божидарнік, А. П. Гусєв. – Луцьк: Надстир'я, 2007. — 320 с.
4. Бабук В. В. Проектирование технологических процессов механической обработки в машиностроении: учеб. пособие / В. В. Бабук, В. А. Шкред, Г. П. Кривко; под ред. В. В. Бабука. - Минск: Вышейш. шк., 1987. - 255 с.
5. Карагодин В. И. Ремонт автомобилей и двигателей: Учеб. для студ. сред. проф. учеб. заведений / В. И. Карагодин, Н. Н. Митрохин. - 2-е изд. - М.: Издательский центр «Академия»: Мастерство, 2002. - 496 с.
6. Канарчук В. Е. Восстановление автомобильных деталей: Технология и оборудование: Учеб. для ВУЗов / В. Е. Канарчук, А. Д. Чигринец, О. Л. Голяк, П. М. Шоцкий. – М.: Транспорт, 1995. – 303 с.
7. Технологичность конструкций изделий: Справочник / Под редакцией Ю. Д. Амирова. – М.: Машиностроение, 1985. – 368 с.
8. Панов А. А. Обработка металлов резанием: Справочник технолога / А. А. Панов, В. В. Аникин, Н. Г. Бойм.; Под ред. А. А. Панова. - М.: Машиностроение, 1988. - 736 с.
9. Румянцев С. И. Ремонт автомобилей: Учебник / С. И. Румянцев, В. Ф. Борщов, А. Г. Боднев.; Под ред. С. И. Румянцева. - М.:Транспорт, 1981. - 462 с.
10. Методические указания к практическим работам по дисциплине «Основы технологии производства и ремонта автомобилей»/ Сост. С. В. Огрызков, В. В. Мешков, Л. А. Кияшко. ѕ Севастополь: Изд-во СевНТУ, 2005. - 88 с.
11. Автомобили ЗИЛ-157К (без двигателей): Технические условия на капитальный ремонт. – Ч.2: Технические условия на дефектацию и ремонт деталей. – М.: Военное издательство Министерства обороны СССР, 1975. – 480 с.
12. Автомобили ЗИЛ-131 и ЗИЛ-131В: Руководство по капитальному ремонту. – Ч.2: Технические условия на дефектацию и ремонт деталей. – М.: Военное издательство Министерства обороны СССР, 1988. – 502 с.
13. Автомобили ЗИЛ-131 и ЗИЛ-131В: Руководство по капитальному ремонту. – Ч.3: Ремонтные чертежи. – М.: Военное издательство Министерства обороны СССР, 1988. – 148 с.
14. Автомобиль УАЗ-452 и его модификации (без двигателя): Технические условия на капитальный ремонт. – Ч.3: Ремонтные чертежи. – М.: Военное издательство Министерства обороны СССР, 1985. – 84 с.
15. ГОСТ 2.604-2000. Чертежи ремонтные. Введ. 01.07.01. – М.: Изд-во стандартов, 2000. – 14 с.
16. Дехтеринский Л. В. Капитальный ремонт автомобилей: Справочник / Л. В. Дехтеринский, Р. Е. Есенберлин, К. Х. Акмаев.; Под. ред. Р. Е. Есенберлина. - М.: Транспорт, 1989. - 335 с.
17. Малышев А. Г. Справочник технолога авторемонтного производства/ В. Ф. Борщов, Ф. П. Верещак.; Под общ. ред. А. Г. Малышева. - М.: Транспорт, 1977. - 432 с.
18. Молодык Н. В. Восстановление деталей машин: Справочник / Н. В. Молодык, А. С. Зенкин. - М.: Машиностроение, - 1989. - 480 с.
19. Справочник технолога-машиностроителя / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – Т.1. – М.: Машиностроение, 1986. – 656 с.
20. Новиков М. П. Основы технологии сборки машин и механизмов / М. П. Новиков. - 5-е изд.. испр. - М.: Машиностроение, 1980. - 592 с.
21. Зенкин А. С. Допуски и посадки в машиностроении: Справочник/ А. С. Зенкин, И. В. Петко. - К.: Техніка, 1984. - 311 с.
22. Серебреницкий П. П. Общетехнический справочник / П. П. Серебреницкий. - СПб.: Политехника, 2004. - 445 с.
23. Справочник технолога-машиностроителя / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – Т.2. – М.: Машиностроение, 1985. – 496 с.
24. Вардашкин В. Н. Станочные приспособления: Справочник. В 2-х т/ Под ред. Б. Н. Вардашкина. - М.: Машиностроение, - 1984. – Т.1. 312 с. – Т2. 256 с.
Приложение А
(справочное)
Обозначение опор, зажимов и установочных устройств
Таблица А. 1 - Обозначение опорной точки по ГОСТ 21495-76 и опор по ГОСТ 3.1107-81
| Опора | Обозначение опор на видах | ||
| спереди, сзади | сверху | снизу | |
| Опорная точка |  |  |  |
| Неподвижная |  |  |  |
| Подвижная |  |  |  |
| Плавающая |  |  |  |
| Регулируемая |  |  |  |
Примечание – несколько обозначений одноименных опор на схемах на каждом виде допускается заменять одним с обозначением их числа справа.
Таблица А. 2 - Обозначение опор по ГОСТ 3.1107-81
| Зажим | Обозначение зажима на видах | ||
| спереди, сзади | сверху | снизу | |
| Одиночный |  |  |  |
| Двойной |  |  |  |
Таблица А. 3 - Обозначение установочных устройств по ГОСТ 3.1107-81
| Установочное устройство | Обозначение | Установочное устройство | Обозначение |
| Центр неподвижный |  | Оправка шариковая (роликовая) |  |
| Центр вращающийся |  | Оправка гидропластовая |  |
| Центр плавающий |  | Патрон поводковый |  |
| Оправка цилиндрическая |  | Патрон цанговый |  |
Примечание – для центров обозначение на видах слева и справа не предусматривается.
Таблица А.4 - Обозначение формы рабочей поверхности опор, зажимов и установочных устройств по ГОСТ 3.1107-81
| Форма рабочей поверхности | Обозначение форм рабочей поверхности | Форма рабочей поверхности | Обозначение форм рабочей поверхности |
| Плоская | ¾ | Коническая | Ú |
| Сферическая | Þ | Ромбическая | à |
| Цилиндрическая (шариковая) | Ò | Трехгранная | Ñ |
| Призматическая |  |
Примечание: для указания рельефа рабочих поверхностей (рифленая, резьбовая, шлицевая и т. д.) опор, зажимов и установочных устройств следует применять обозначение: 
Таблица А.5 - Условное обозначение устройств зажимов по ГОСТ 3.1107-81
| Зажимы | Обозначение устройства зажима |
| Пневматические | Р |
| Гидравлические | Н |
| Электрические | Е |
| Магнитные | М |
| Электромагнитные | ЕМ |
| Гидропластовые | Гс |
| Прочие | Без обозначения |
Примечание: обозначение видов зажимов наносят слева от обозначения зажимов.
Таблица А.6- Примеры схем базирования деталей
| Схема установки | Теоретическая схема базирования |
| В центрах с поводком с вращающимся центром и подвижным люнетом | |
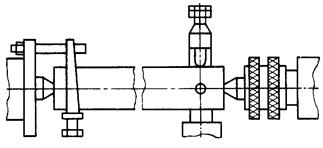 |  |
Продолжение таблицы А.6
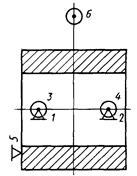
| В трехкулачковом самоцентрирующем патроне с базированием по наружному диаметру без упора в торец | |
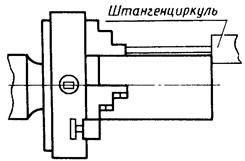 |  |
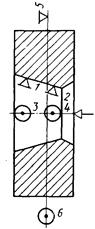
| На разжимной консольной оправке с базированием по отверстию | |
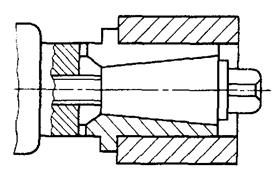 |  |
| На жесткой конусной консольной оправке с базированием по отверстию | |
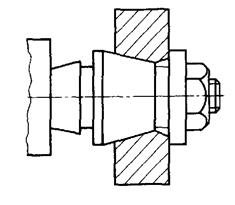 |  |
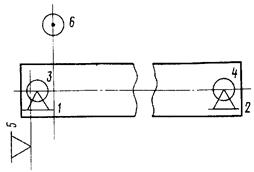
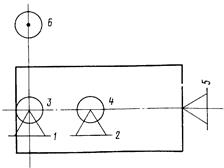
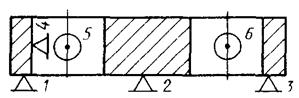
| По обрабатываемой поверхности при бесцентровом врезном шлифовании | |
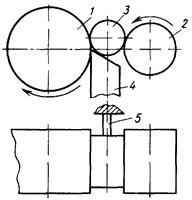 1 — шлифовальный круг, 2 — ведущий круг, 3 — заготовка, 4 — опора, 5 — продольный упор 1 — шлифовальный круг, 2 — ведущий круг, 3 — заготовка, 4 — опора, 5 — продольный упор | 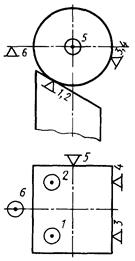 |
Продолжение таблицы А.6
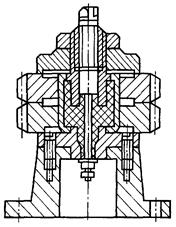
| Крепление на оправке с гидропластом | |
 |  |
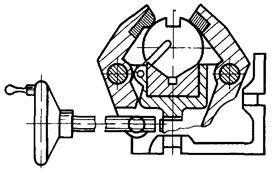
| В призматических тисках | |
 |  |
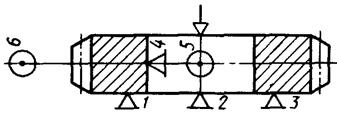
| На плоскость, круглый и срезанный пальцы с вертикальными осями | |
 |  |
Приложение Б
(справочное)
Примеры выполнения карт дефектации и ремонта и ремонтного чертежа детали
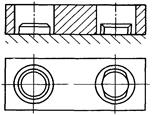
Рисунок Б.1 - Карта дефектации и ремонта корпуса водяного насоса двигателя
 Рисунок Б.2 - Ремонтный чертеж корпуса водяного насоса двигателя
Рисунок Б.2 - Ремонтный чертеж корпуса водяного насоса двигателя
Приложение В
(справочное)
Правила оформления операционных эскизов
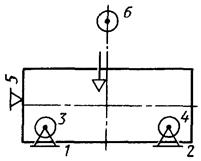
Карты эскизов (операционные эскизы) — графические технологические документы, которые по своему назначению и содержанию заменяют (на данной операции) рабочий чертеж изделия (детали). Карта эскизов (КЭ) — основной графический документ, дающий наглядную информацию о выполняемой технологической операции. Эскизы следует выполнять с соблюдением масштаба или без соблюдения масштаба, но с примерным соблюдением пропорций. При разработке технологической операции необходимо помнить, что сначала разрабатывают и полностью оформляют эскиз на карте эскизов, а только потом заполняют текстовую операционную карту. Операционный эскиз оформляют на карте эскизов определенной формы в соответствии с определенными требованиями (рисунок В.1).
Рисунок В.1 - Операционный эскиз на операцию фрезерования поверхности
1) Главная проекция на операционном эскизе должна изображать заготовку в рабочем положении, т. е. в том виде, который она имеет со стороны рабочего места у станка после выполнения операции. Число дополнительных проекций, сечений, разрезов и выносных элементов должно быть достаточным, чтобы показать все обрабатываемые поверхности, их размеры, а также поверхности, принятые за базы. Если операция состоит из нескольких установок, то на карте эскизов вычерчивают эскизы заготовки после обработки ее при каждом установе.
2) Поверхности, обрабатываемые на данной операции, выделяют утолщенными черными линиями толщиной.
3) Условное обозначение опор, зажимов, установочных устройств выполняют согласно ГОСТ 3.1107-81 «Опоры, зажимы и установочные устройства. Графические обозначения» (приложение А).
4) На операционном эскизе из размеров указывают только те значения, которые определяют размеры обрабатываемых на данной операции поверхностей и их положение относительно баз. При этом необходимо учесть, что на эскизе проставляют размеры, которые обеспечиваются только на данной операции. Проставлять размеры следует таким образом, чтобы не появилась необходимость перерасчета номинальных значений и допусков на них, т. е. при простановке размера необходимо учитывать способ его получения (технологическая база должна быть совмещена с измерительной).
5) Размеры, получаемые на данной операции, указывают с предельными отклонениями в виде чисел или условных обозначений полей допусков и посадок согласно стандартам.
6) При полной записи содержания переходов все размеры обрабатываемых поверхностей условно нумеруют арабскими цифрами. Номер размера обрабатываемой поверхности проставляют в окружности диаметром 6-8 мм, располагая ее на продолжении размерной линии. Нумерацию производят по часовой стрелке. На эскизах к каждой данной операции нумерацию размеров начинают с единицы (нумерация не является сквозной по всему технологическому процессу). При сокращенной записи переходов нумеруют не размеры, а обрабатываемые поверхности.
7) На операционном эскизе рекомендуется проставлять справочные размеры, показывающие протяженность (длину, ширину, высоту) обрабатываемых на данной операции поверхностей. Справочные размеры отмечают знаком * (звездочка), а в технических требованиях записывают: «Размеры для справок».
8) На операционном эскизе в указывают шероховатость обрабатываемых поверхностей, которая должна быть обеспечена данной операцией.
9) На эскизе с помощью условных обозначений указывают опоры, определяющие технологические базы, задают направление и точку приложения усилия зажима заготовки.
10) Таблицы, схемы и технические требования следует размещать на свободном поле карты эскизов справа от изображения или под ним.
Схемы наладок разрабатывают для выполнения переходов (операций) технологического процесса, осуществляемого способом автоматического получения размеров детали. Схему наладки для данной операции вычерчивают на карте эскизов и прилагают к операционному эскизу. Инструменты, державки, суппорты, револьверные головки на ней изображают в упрощенном виде. Для каждого перехода заготовку показывают в виде, который она должна иметь после осуществления перехода; при этом указывают обрабатываемые на данном переходе поверхности и их размеры с отклонениями. Режущие инструменты на схеме наладки изображают в конечном рабочем положении. Последовательность выполнения переходов на схеме наладки указывают цифрами. В сложных схемах могут быть условно обозначены движения инструментов — рабочие и вспомогательные, использование продольных и поперечных упоров, фиксатора револьверной головки и т. п.

Заказ №______от «__»____________2014____________. Тираж______экз.

