 2015-06-10
2015-06-10 1158
1158Толщину наносимого слоя Асл выбирают с учетом износа  , глубины дефектного слоя восстановленной поверхности
, глубины дефектного слоя восстановленной поверхности  и одностороннего суммарного припуска
и одностороннего суммарного припуска  на механическую обработку (рисунок 2.7)
на механическую обработку (рисунок 2.7)
 . (3.1)
. (3.1)
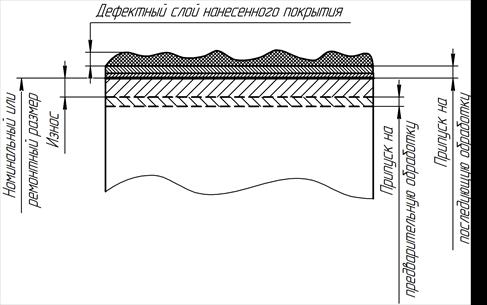
Рисунок 2.7 – Схема к расчету толщины наносимого слоя
Износ поверхности можно определить, зная допустимые размеры детали.
 , (3.2)
, (3.2)
где  – номинальный и допустимый размер поверхности;
– номинальный и допустимый размер поверхности;
 при одностороннем износе,
при одностороннем износе,  при двустороннем износе (для тел вращения).
при двустороннем износе (для тел вращения).
Таблица 2.12 - Глубина дефектного слоя для некоторых видов восстановления
| Метод восстановления | Глубина дефектного слоя, мм |
| Наплавка: | |
| электродуговая под слоем флюса (НФ) | 0,2...0,5 |
| электроимпульсная (НЭ) | 0,2...0,4 |
| вибродуговая (НВ) | 0,2...0,5 |
| ручная (электродами) (НР) | 0,5...1,0 |
| газовая (НГ) | 0,25...0,5 |
| Электролитическое осаждение: | |
| хромирование (Х) | 0,02...0,03 |
| железнение (Ж) | 0,03...0,05 |
| никелирование (Н) | 0,02...0,03 |
| Металлизация: | |
| плазменно-дуговая (МПД) | 0,02...0,05 |
| электродуговая (МЭ) | 0,5...1,00 |
| газовая (МГ) | 0,02...0,05 |
| высокочастотная (МВ) | 0,025...0,05 |
| Заливка жидким металлом (ЖМ) | 1,0...2,5 |
Припуск на механическую обработку может учитывать и предварительную обработку.
Припкск на механическую обработку выбрать в зависимости от вида обработки, точности и размера поверхности [8, 17].
Подробная методика определения межоперационных припусков и допусков приведена в справочной литературе [4, 10, 17, 19].








