 2015-06-16
2015-06-16 361
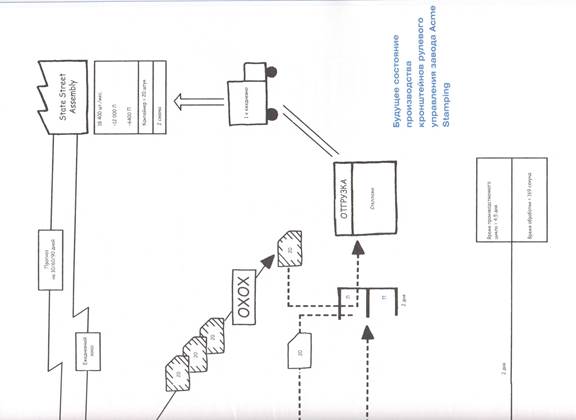
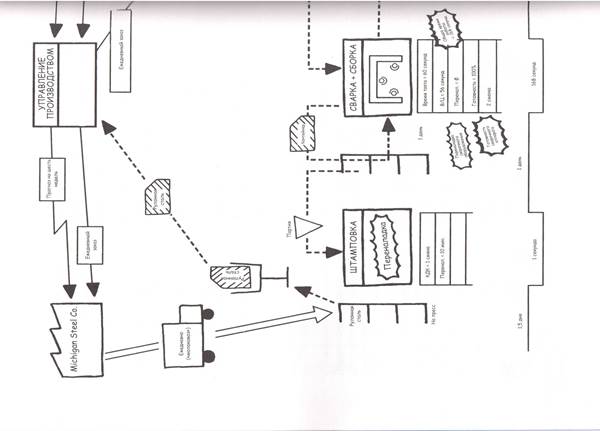
361Имея описание материальных и информационных потоков, мы можем представить, что заводу Acme Stamping нужны следующие усовершенствования в процессах:
· Сокращение времени переналадки оборудования и объемов партий на участке штамповки, чтобы обеспечить более быструю реакцию на запросы процесса ниже по потоку' Нужно добиться выполнения «каждой детали каждый день» и затем перейти на «каждую деталь каждую смену».
· Устранение продолжительного времени (10 минут) переналадки между операциями сварки левосторонних и правосторонних приводов, чтобы обеспечить непрерывный поток смешанной продукции сварочно-сборочного производства.
· Увеличение готовности (уменьшение простоев) второй сварочной машины, так как теперь она будет связана с другими процессами в непрерывном потоке.
· Сокращение потерь в ячейке сварки/сборки, чтобы сократить общее время выполнения работы до 168 секунд или менее. (Что позволяет задействовать трех операторов при текущем уровне спроса.)
Мы отражаем эти пункты на нашей карте будущего состояния с помощью пиктограмм кайдзен.
Нам необходимо также выяснить, как использовать существующую технологию штамповки, - предназначенную для выполнения штамповочных работ гораздо большего объема, чем надо потребителю данного продукта, - чтобы снизить потери. Секрет состоит в том, чтобы иметь такой штамповочный пресс, который также штампует детали для других продуктовых семейств на заводе, делает меньшие партии этих двух типов деталей нашего потока создания ценности и выпускает их более часто. Для этого потребуется дополнительное сокращение времени переналадки.
В действительности методы сокращения времени переналадки на штамповочном прессе хорошо известны, и сокращения времени менее чем до 10 минут можно достичь быстро. При этом мы можем представить пресс, делающий только около 300 деталей левого привода и 160 деталей правого привода (продукцию, которую следует сделать за смену), затем производящий детали для другого потока создания ценности и возвращающийся к работе над левосторонними и правосторонними деталями в следующей смене.
Параметр КДК теперь будет реально обозначать «каждую деталь каждую смену»! Таким образом, запасы между процессом штамповки и сварочно-сборочной ячейкой можно будет сократить примерно на 85%.
Теперь мы можем построить полную карту будущего потока создания ценности Acme с информационными и материальными потоками и конкретными мероприятиями кайдзен.
Вся прелесть вопроса № 8 состоит в том, что ваши действия по совершенствованию процессов становятся элементами целостного проекта потока создания ценности, а не просто отдельными мероприятиями по улучшению. Команды могут теперь начать совершенствовать процессы с четким пониманием того, зачем им это нужно.
Однако непременно начинайте эти проекты совершенствования с создания системы вытягивания улучшений. Таким образом, вместо того чтобы толкать команду на сокращение времени переналадки пресса, начните с того, что через 30 дней вам следует сократить объемы партий на прессе до 300 и 160 изделий. Это создает чувство срочности работ при совершенствовании процесса. Таким же образом надо не только дать команде задание устранить затраты времени на замену сварочных приспособлений, но и дождаться, когда это будет выполнено. Добейтесь, чтобы в течение 14 дней сварочный и сборочный процессы смогли влиться в непрерывный поток.








