 2015-06-26
2015-06-26 4184
41847.2.1 При проведении капитального ремонта полувагонов все крышки люков снимают, осматривают и заменяют на новые или восстановленные до чертежных размеров.
7.2.2 Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
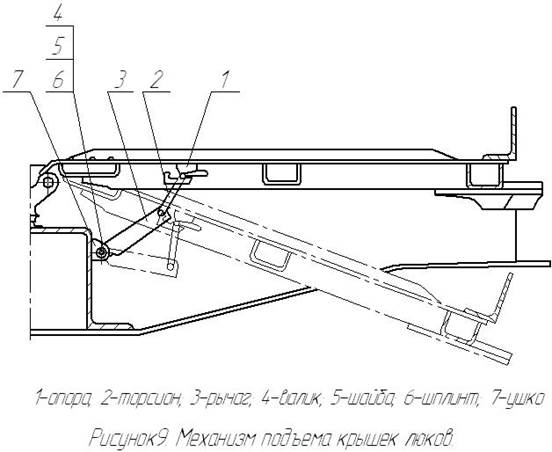
Механизмы для облегчения подъема крышек люков торсионно-рычажного типа согласно рисунка 9 разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие восстанавливают. Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм. При износах более 2 мм заменяют на новые.
7.2.3 При постановке на грузовой вагон торсион должен соответствовать чертежным размерам.
7.2.4 Место установки ушка опоры у хребтовой балки тщательно осматривают. При наличии трещин в сварном шве разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте установки петли разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281 с Х-образной разделкой кромок и зачисткой сварного шва до уровня основного металла. Трещины петли на хребтовой балке для крышки люка не допускаются. При износе толщины петли более 1мм петля заменяется полностью. Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333 или осевым маслом ГОСТ- 610.
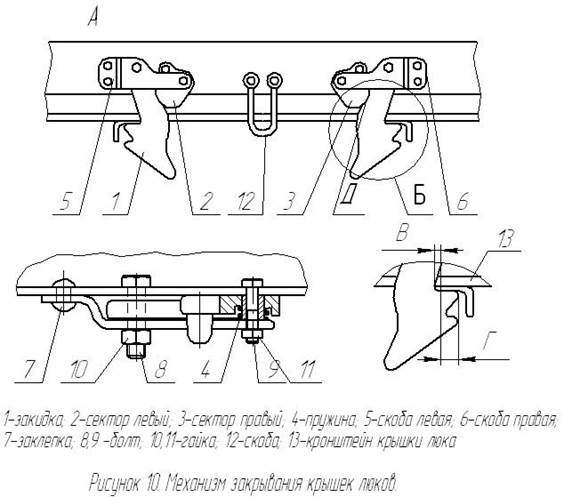
7.2.5 При ремонте механизма закрывания крышек люков согласно рисунка 10, детали независимо от технического состояния снимают и тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Стопорение болтов с гайками запорных механизмов крышек люков производится заваркой дуговой сваркой катетом 3мм длиной сварного шва от 5 до 10мм. Способ сварки полуавтоматический или ручной. Скобы запорных механизмов, установленные на заклепках, при необходимости восстановления изношенных отверстий до чертежных размеров снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4мм. Для устранения зазоров более 4мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12мм, шириной 50мм, длиной от 60 до 100мм и наложением бокового и торцового сварных швов. Допускается ремонт без демонтажа сваркой подрезы скобы запорного механизма длиной до 20мм, глубиной до 3мм с последующей механической зачисткой сварного шва до уровня основного металла.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
7.2.6 В закрытом положении запорного механизма с подпружиненными секторами черт. 132.01.45.006-1 и 132.01.45.007-1 (рисунок 10) на каждой крышке люка допускается суммарный зазор В между закидками 1 и кронштейнами 13 крышки люка до 6мм, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при плотном прилегании закидок к секторам, пальцы секторов должны лежать на скобах 5 и 6. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длинной 30-40 мм влево и вправо от точки Д сопряжения сектора с закидкой, шириной 12-15 мм и высотой не более 5 мм с плавным переходом вначале и в конце сварного шва, с зачисткой неровностей или произвести замену изношенных секторов и закидок.
 |








