 2015-07-21
2015-07-21 433
433Щоб одержати якісно наплавлений шар металу з відповідними робочими та технологічними характеристиками необхідно перед наплавленням виконати відповідні підготовчі операції. Привідний вал кранового колеса піддають механічній обробці, тобто робочу контактну поверхню проточують на глибину 10мм до встановлення робочого діаметру, після цього виконують підігрів до температури 240 – 300оС. Контроль температури виконують термопарами. Наплавлення виконують апаратом А - 874Н згідно підібраних (обраних) режимів. У процесі наплавлення стрічка повинна бути зміщена на 20 – 40мм відповідно зеніту, це попереджує стікання рідинного металу наплавочної ванни, і створює сприятливі умови для формування якісного металу наплавлення.
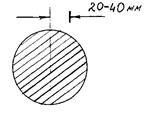 Рисунок 2
Рисунок 2
Наплавлення відбувається по гвинтовій лінії. Така схема забезпечує добре формування наплавленого метала без пор та шлакових включень. Після наплавлення виріб контролюється ОТК згідно технології контролю і передається на дільницю механічної обробки для послідуючого проточення та шліфування.
Технологічний процес відбувається згідно схеми 1.








