 2015-07-14
2015-07-14 3495
3495Погрешность установки является одной из величин, составляющих общую погрешность при выполнении заданного размера обрабатываемой детали.
Погрешность установки (εу) определяется суммой погрешности базирования (εб) и погрешности закрепления (ε3).
Погрешность базирования возникает вследствие несовмещения установочной базы с измерительной. Эта погрешность определяется величиной колебания (т.е. разностью) предельных (наибольшего и наименьшего) расстояний измерительной базы от режущей кромки, установленного на размер инструмента.
Погрешность закрепления возникает вследствие смещения заготовки под действием зажимной силы, прилагаемой для фиксации ее положения. Смещение заготовки из положения, определяемого установочными элементами, а значит, и смещение ее измерительной базы происходят вследствие деформаций отдельных звеньев цепи, через которые передается сила зажатия: заготовка — установочные элементы — корпус приспособления. Здесь могут быть упругие отжимы деталей и элементов приспособления, деформация поверхностных слоев металла и поверхностных неровностей (шероховатостей). Смещения заготовки могут быть осевые, радиальные, угловые.
Погрешность закрепления равна разности между предельными (наибольшей и наименьшей) величинами смещения измерительной базы по направлению выполняемого размера.
При обработке плоских поверхностей можно принять, что вектор погрешности базирования и вектор погрешности закрепления направлены на одну точку (коллинеарные векторы); в этом случае погрешность установки

При обработке поверхностей тел вращения векторы погрешности базирования и векторы закрепления могут иметь взаимное положение под разными углами; погрешность установки в этом случае можно принять по наиболее вероятному значению, равному корню квадратному из суммы квадратов величин погрешностей базирования и 'закрепления, т.е.
При обработке методом автоматического получения заданных размеров (т.е. при обработке на станках, настроенных на размер) погрешность базирования, как уже сказано, возникает в тех случаях, когда установочная база не совмещена с измерительной.
При совмещении установочной и измерительной баз погрешность базирования равна нулю (εб=0), поэтому следует, если возможно, принимать в качестве установочной базы поверхность, которая является в то же время измерительной базой, т.е. ту поверхность, от которой должен быть выдержан заданный размер и от которой производится измерение.
Погрешность базирования отсутствует также при обработке на станках, не настроенных на размер (т.е. при обработке методом пробных проходов), так как положение режущей кромки относительно установочной базы регулирует рабочий путем взятия пробных стружек и промеров от измерительной базы для каждой отдельной обрабатываемой детали.
По схеме установки на плоскую поверхность, изображенной на рис. 1, погрешность базирования по отношению к размеру L равна нулю (εб l = 0), так как базы измерительная и установочная совмещены (А—А). Погрешность базирования по отношению к размеру К имеет место, так как установочная (А—А) и измерительная (В—В), базы не совмещены; погрешность базирования в этом случае равна допуску δ на размер Н заготовки: εбK = δ.
При установке детали базовым отверстием на цилиндрическую поверхность (палец) (рис. 2) следует учитывать смещение измерительной базы в направлении выдерживаемого размера. При посадке на разжимной палец, т.е. без зазора, погрешность базирования по отношению к размеру L выражается величиной половины допуска δ на диаметр D заготовки: εб = δ/2. При посадке на жесткий палец с зазором погрешность базирования будет больше на величину предельного колебания диаметрального зазора ∆3 и в этом случае выразится величиной εб' = (δ/2) + ∆3.
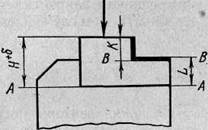
Рис. 1. Схема установки детали на плоскую поверхность
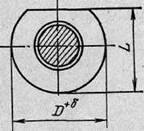
Рис. 2. Схема установки детали на цилиндрическую поверхность (палец)
В качестве примера можно привести определение величины погрешности базирования цилиндрической детали (вала) на призму для фрезерования плоскости (лыски, квадрата и т.п.) на цилиндрической поверхности детали (рис.3)
Предельные расстояния измерительных баз В1 и В2 от режущей кромки В3 установленного на размер инструмента зависят от разности диаметров D1 и D2, т.е. от допуска на размер диаметра детали (∆D). Разность этих предельных расстояний определяется величиной отрезка B1 В2, равной разности l1 - l2, которая и выражает величину погрешности базирования εб. Последнюю можно определить, исходя из геометрических зависимостей:





или 
Здесь D1 и D2 — наибольший и наименьший диаметры детали; α — угол призмы; δD — допуск на размер диаметра D детали.
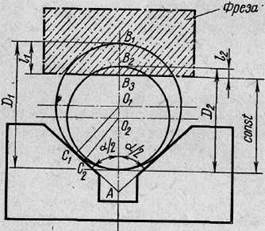
Рис. 3. Схема базирования цилиндрической детали (вала) на призму

