 2015-07-14
2015-07-14 1122
1122Шлицевые соединения предназначены для передачи крутящего момента в нагруженных конструкциях серийного, крупносерийного и массового производств. В современноммашиностроении широко применяют (рис. 59):
а) прямобочные,
б) эвольвентные;
в) треугольные шлицы.
В зависимости от применяемых посадок шлицевые соединения разделяют на три группы: тугоразъемные – неподвижные (H7/γs6,H7/n6), подвижные (H/l, h/f, H/g, H/h).
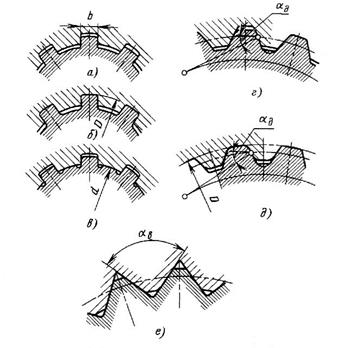
Рис. 59
Сборку шлицевых соединений начинают с осмотра состояния шлицев обеих деталей.
В тугоразъемных шлицевых соединениях охватывающую деталь напрессовывают на вал с помощью специального приспособления или пресса. Собирать такие соединения с помощью молотка не рекомендуется, т.к. неравномерные удары могут вызвать перекос охватывающей детали. При очень тугих посадках целесообразно охватывающую деталь перед запрессовкой нагреть до 80-120о С в масле, а после охлаждения проверить точность сборки.
В подвижных соединениях охватывающие детали устанавливают на место под действием небольших усилий и даже от руки. При этом производят контроль на биение и перемещение по шлицам на качку.
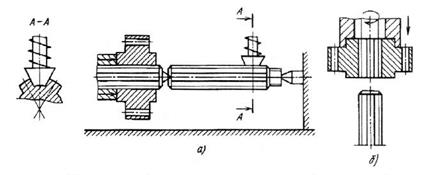
Рис. 60
При автоматизации сборки шлицевых соединений необходимо выдерживать точность относительного линейного и углового положений осей сопрягаемых деталей, а также угла поворота шлицевых выступов деталей (рис.60).

