 2015-07-14
2015-07-14 1002
1002Соединения данного вида довольно широко распостранены в конструкциях изделий машиностроения. Они являются продольно-прессовыми, условно неразъёмными. Трудоёмкость их сборки составляет до 10…12% от общей трудоёмкости сборочных работ.
Сущность процесса образования данных соединений состоит в том, что к одной из двух деталей или к обеим одновременно прикладывается осевая сила, надвигающая детали друг на друга. Сила запрессовки при этом растёт от нуля до некоторого максимального значения (рис. 63):
P = mзπ* d *L*p,
где mз- коэффициент трения при запрессовке; d – номинальный размер соединения, мм; L – длина соединения, мм; p – давление в зоне контакта, МПа, определяемое по формуле:
Δр * 10-3
р = ------------------------------,
d * (С1/E1 + C2/E2)
где Δр – расчетный натяг, мкм; Е1, Е2 – модули упругости сопрягаемых деталей, МПа; С1, С2 – безразмерные коэффициенты, зависящие от свойств материалов сопрягаемых деталей.
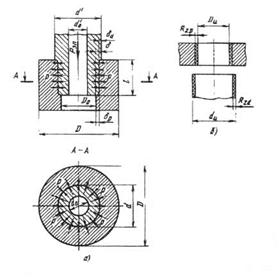
Рис. 63
Обычно натяг определяют по номинальным размерам сопрягаемых деталей. Но во время запрессовки микронеровности сглаживаются, что уменьшает натяг, поэтому расчетный натяг будет меньшим:
Δр = Δн – 1,2(Rz1 +Rz2),
где Δн – номинальный натяг, мкм; Rz1 +Rz2 -шероховатости сопрягаемых поверхностей, мкм.
При разработке технологических процессов сборки продольно-прессовых соединений также рассчитывают силу выпрессовки, которую принимают на 10…15% больше, чем при запрессовке. Направление при выпрессовке целесообразно сохранять как при запрессовке. При этом требуется меньшее усилие и обеспечивается лучшее сохранение контактных поверхностей.
Коэффициент трения mз зависит от материалов деталей, шероховатостей сопрягаемых поверхностей, удельного давления на контактных поверхностях, а также от наличия смазки в зоне контакта. Чем меньше шероховатости и больше давление, тем коэффициент трения mз меньше.
На величину силы запрессовки значительное влияние оказывает угол конуса фаски вала и втулки. Наименьшая сила запрессовки и наибольшая выпрессовки наблюдается при углах фаски на валу φ=10° и во втулке φ=20°…30°.
Прочность прессового соединения и сила запрессовки во многом зависят от скорости выполнения операции. Обычно принимают Vз = 1…10 мм/c. При малых скоростях требуются значительные усилия, но прочность соединения очень большая. При увеличении скорости сила запрессовки уменьшается, но при этом уменьшается и прочность соединения (Vз = 2мм/c - 100%, Vз = 8мм/c – 70%).
Применение вибраций при запрессовке повышает прочность соединений, особенно при большой шероховатости. Направление вибраций может быть как продольным, так и поперечным.
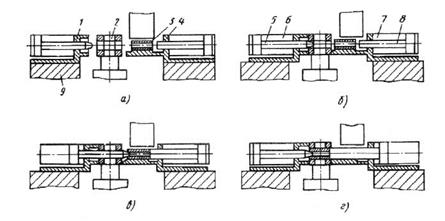
Рис. 64








