 2015-07-14
2015-07-14 5919
5919Сварка представляет собой процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми компонентами при их местном или общем нагреве или пластическом деформировании или совместном действии того и другого факторов. По виду используемой энергии сварку разделяют на термическую, механическую и термомеханическую.
Сварные конструкции на 10-15% легче клёпаных и на 30-40% легче литых; обеспечивают герметичность соединений; снижают трудоемкость сборки; повышают прочность вследствие отсутствия отверстий; обеспечивают возможность механизации и автоматизации процесса образования соединений.
Недостатки: сложность, а иногда невозможность сварки разнородных материалов; недостаточная прочность при вибрационных и динамических нагрузках; сложность контроля качества; сложность сварочного оборудования; возникновение значительных остаточных напряжений, для снятия которых иногда требуется дополнительное термообработка; выделение большого количества тепла, могущее повредить соединения детали, очаг коррозии в районе шва.
Технологический процесс образования сварочного соединения состоит из следующих операций (переходов):
1. подготовка поверхностей под сварку;
2. сборка под сварку: установка и закрепление элементов сборочной единицы в сварочном приспособлении;
3. сварка;
4. зачистка швов;
5. термообработка;
6. контроль качества сварных швов.
Операция подготовки включает в себя следующие переходы: правка, очистка свариваемых поверхностей, разделка кромок.
Операция сборки под сварку включает относительную ориентацию свариваемых компонентов с помощью элементов сборно-сварочной оснастки (упоров, фиксаторов, установочных пальцев и др.) или кондукторов (шаблонов).
В мелко- и среднесерийном типах производства применяют механизированные приспособления; в крупносерийном и массовом – полуавтоматические и автоматические установки, совмещенные с инструментом.
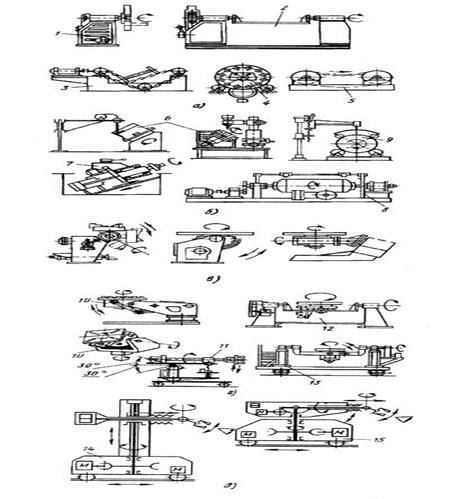
Рис. 75
Сварка является основной технологической операцией. Она состоит из следующих переходов: установка, закрепление и пуск приспособления; подвод сварочного инструмента; подача электрода; сварка; отвод инструмента; выключение приспособления; снятие готовой сборочной единицы.
Термообработку применяют для снятия остаточных напряжений, когда они могут привести короблению соединений или конструкции в целом.
При контроле применяют следующие способы:
- внешний осмотр и проверка размеров шва;
- механические и технологические испытания свойств направленного металла и свойств соединения;
- испытание на герметичность керосином, аммиаком, сжатым воздухом;
- ультразвуковой, люминесцентный и магнитный методы и рентгеновское просвечивание шва;
- металлографический контроль.
Одним из важнейших направлений развития сварки являются механизация и автоматизация процессов на основе широкого применения сборочно-сварочных установок, механизированных стендов и приспособлений, шаблонов и кондукторов, кантователей, вращателей, манипуляторов, роботов и т.д. (рис. 75).

