 2015-07-14
2015-07-14 5352
5352Пайка – процесс получения неразъёмного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей кристаллизации припоя при охлаждении.
С помощью пайки можно соединять разнородные материалы (металлы и неметаллы). Пайку можно проводить при относительно низкой температуре, сохраняя структуру материалов свариваемых деталей. Преимуществом пайки также являются: разъёмность; возможность соединения за один прием множества деталей; обеспечение токопроводности соединений; отсутствие деформации деталей.
Недостатки: ограниченная механическая прочность, значительная стоимость припоя; вредность испарений флюсов и припоев.
Различные виды пайки классифицируются так:
1. По свойствам припоя:
а) некапиллярная (затекает, или под действием силы);
б) капиллярная (поверхностное натяжение):
- пайка готовым припоем;
- контактно-реактивная;
- реактивно-флюсовая;
- металлокерамическая;
- диффузионная.
2. По источнику нагрева:
а) паяльником;
б) газопламенная;
в) электро-дуговая;
г) электросопротивлением;
д) индукционная;
е) экзотермическая;
ж) плазменная;
з) электронным лучом;
и) лазером;
к) погружением в соль;
л) погружением в припой;
м) волной припоя;
н) электролитную;
о) в нагретых штампах (блоках);
п) инфракрасными лучами.
3. По методу удаления окисной плёнки:
а) абразивная;
б) абразивно-кристаллическая;
в) ультразвуковая;
г) кавитационно-абразивная;
д) флюсовая;
е) в нейтральной среде;
ж) вакуумная;
з) в активной газовой среде.
Технологический процесс пайки включает в себя следующие этапы (операции):
1. подготовка сопрягаемых поверхностей под пайку;
2. сборку соединения в приспособлении;
3. нанесение флюса и припоя;
4. нагрев места спая или компонентов с оплавлением припоя;
5. остывание припоя;
6. промывка и очистка шва;
7. контроль качества соединений.
Подготовка поверхностей заключается в удалении жиров, масел, грязи, окалины, неметаллических пленок и краски, и т.д.
Способ сборки компонентов под пайку необходимо выбирать в период конструирования (см. рис.). Если фиксация деталей перед пайкой не обеспечивается их конструкцией, применяют приспособления.
Зазор между сопрягаемыми поверхностями не должен превышать 0,025-0,075мм – для легкоплавких припоев (£400 оС); 0,05-0,08мм – для серебряных; 0,012-0,014мм при пайке медью. При увеличении зазоров уменьшается прочность, увеличивается расход припоя.
Флюсы наносят в виде порошка, пасты или жидкости. Припой в механизированном производстве вводят в виде пасты, фольги или проволоки; при ручной – в виде прутка или
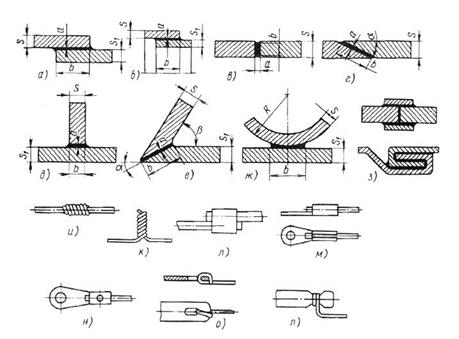
Рис. 76
проволоки. В автоматизированных процессах подачу припоя и флюса совмещают (смесь паст, флюс внутри трубы припоя).
Выбор способа нагрева при пайке зависит от конструкции, габаритов, материала, соединяемых компонентов, формы шва (рис. 76), Тпл припоя, типа производства.

