 2015-07-14
2015-07-14 1245
1245Щоб збільшити операційні можливості малоформатних друкарських машин, фірми-виробники закладають у друкарських машинах можливість вбудовувати сателітну друкарську секцію (рис. 2.35). Вона складається з формного циліндра з фарбовим і зволожувальним апаратами. Сателітна секція приєднується до основної друкарської секції, використовуючи її офсетний.циліндр.
Таким чином, під час друкування на офсетний циліндр накладаються два фарбові зображення, які потім переносяться на задруковуваний матеріал. Через змішування фарбових зображень на офсетному циліндрі, а не на папері, сателітні секції не можна вважати повноцінними друкарськими секціями. Дійсно: внаслідок накладання однієї фарби на іншу відбувається їх змішування, а, отже, втрата чітких контурів, розмивання фарбових переходів, місцеве розтискування елементів зображення через збільшення товщини фарбового шару; під час друку спостерігається швидке емульгування та змішування фарб, що потребує
 ОСНОВНІ МЕХАНІЗМИ ТА ПРИСТРОЇ
ОСНОВНІ МЕХАНІЗМИ ТА ПРИСТРОЇ

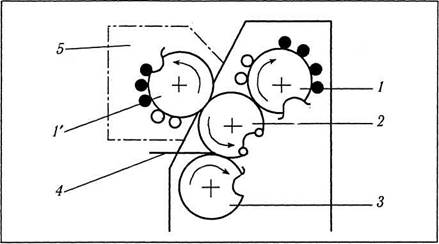 |
Рис. 2.36.
Схема друкарської
машини із сателітною
секцією:
1 — формний циліндр;
V — формний циліндр
сателітної секції;
2 — офсетний циліндр;
3 — друкарський циліндр;
4 — аркуш;
5 — сателітна секція


 частого змивання офсетного полотна та друкарських форм; як правило, сателітна секція має спрощені, малорозвинуті фарбовий і зволожувальний апарати, а тому не може забезпечити якісного друкування плашок, фонових заливок, великих за розмірами елементів зображення і, звичайно, кольорових зображень; виконана приставною, сателітна секція немає жорсткого з'єднання з офсетним циліндром, що призводить до нерівномірного друку (насиченості кольору) та до ускладнень із суміщенням зображень.
частого змивання офсетного полотна та друкарських форм; як правило, сателітна секція має спрощені, малорозвинуті фарбовий і зволожувальний апарати, а тому не може забезпечити якісного друкування плашок, фонових заливок, великих за розмірами елементів зображення і, звичайно, кольорових зображень; виконана приставною, сателітна секція немає жорсткого з'єднання з офсетним циліндром, що призводить до нерівномірного друку (насиченості кольору) та до ускладнень із суміщенням зображень.
Тому сателітну секцію рекомендують застосовувати лише при невеликих тиражах, для задруковування, а, фактично, вдруковування невеликих за площею зображень (краще текстових або штрихових), наприклад, кольорових заголовків до тексту.
Аналогом сателітної секції є додаткові друкарські апарати, що ще зустрічаються в окремих моделях серед-ньо- та малоформатних машин, для вдруковування зображення методом високого друку з фотополімерних форм. Максимальна площа задруковування при цьому не перевищує ЗО % від максимального формату друкування.
2.7.3. Пристрої автоматичної заміни друкарських форм
Однією з найбільш працемістких, відповідальних та найменш механізованих операцій підготовки машини до друку є операція заміни друкарських форм. Фірми-вироб-ники сучасного друкарського обладнання встановлюють або пропонують систему автоматичної заміни форм у друкарській машині.
Система автоматичної заміни друкарських форм виконує: знімання й виведення попередньої та встановлення
 86
86
Розділ 2
 й закріплення наступної друкарської форми на формному циліндрі. Для друкарських машин, обладнаних системою штифтового приведення, можна говорити про автоматичне виконання цієї операції разом із попереднім приведенням. Друкарська форма в систему встановлення закладається або вручну, або, при використанні спеціального магазину, подається автоматично. Сьогодні вже серійно виготовляються малоформатні друкарські машини, в яких можливе об'єднання системи встановлення з процесором оперативного виготовлення або підготовки до друку форм, отриманих за схемою «computer-to-plate».
й закріплення наступної друкарської форми на формному циліндрі. Для друкарських машин, обладнаних системою штифтового приведення, можна говорити про автоматичне виконання цієї операції разом із попереднім приведенням. Друкарська форма в систему встановлення закладається або вручну, або, при використанні спеціального магазину, подається автоматично. Сьогодні вже серійно виготовляються малоформатні друкарські машини, в яких можливе об'єднання системи встановлення з процесором оперативного виготовлення або підготовки до друку форм, отриманих за схемою «computer-to-plate».
2,7.4. Автоматичні" змивальні пристрої
Щоб знизити працемісткість та витрати часу на операції змивання поверхні декеля офсетного циліндра, очищення форми та друкарського циліндра, фірми-виробники пропонують автоматизувати цей процес встановленням у друкарській машині систем автоматичного змивання. Ця система дозволяє значно зменшити простої під час змивання, економніше витрачаються змивальні матеріали, спрощується обслуговування важкодоступних місць.
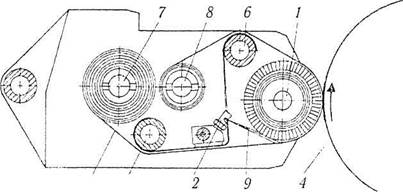
Найпоширенішими є дві системи миття: «нескінченним рушником» (рис. 2.37, де: / — притискувальний валик;
2 — соплова система; 3 — змивальне полотно; 4 — циліндр
3 формою; 5, 6 — стабілізуючі перекладини; 7, 8 — катуш-
ки, 9 — мийний засіб, що поступає з сопла) та щіткою.
Недоліком миття «рушником» є те, що на практиці руш
ник виявляється не таким вже «незкінченним», а його часта
заміна є невиправдано дорогою. Система ж змивання
щіткою є практично вічною. Єдиним її недоліком вва
жається те, що під час миття формного циліндра можливе
зниження тиражостійкості форми.
 |
 |
| З 5 |
Рис. 2.37. Будова
пристрою миття
«нескінченним
рушником»
 ОСНОВНІ МЕХАНІЗМИ ТА ПРИСТРОЇ
ОСНОВНІ МЕХАНІЗМИ ТА ПРИСТРОЇ
 2.7.5. Лакувальні пристрої
2.7.5. Лакувальні пристрої
Одним із найпростіших та найпоширеніших способів оздоблення відбитків є лакування — нанесення на відбиток шару лаку, який, висихаючи, утворює щільну блискучу прозору плівку, що не тільки облагороджує відбиток, але й захищає його від стирання та дії вологи. Лакування широко застосовується при друкуванні обкладинок книжково-журнальної продукції, листівок, календариків, етикеток та іншої продукції, що вимагає привабливого та стійкого зовнішнього вигляду. Існує чотири варіанти нанесення лаку на задруковувану поверхню, як це показано на рис. 2.38, де: / — лакування через фарбовий апарат; 2 — лакування через секцію зволоження; 3 — лакування за допомогою лакувальної секції (двовалковий апарат); 4 —лакування за допомогою лакувальної секції (система хаммель-ракель).
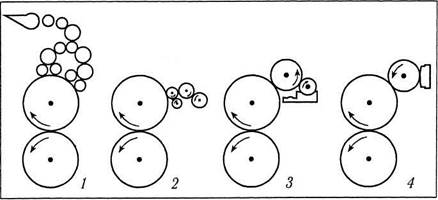 |
Рис. 2.38. Схеми пристроїв для нанесення лаку
Друкарські машини середнього й великого формату та фарбовості, як правило, не менше 4, призначені для виконання друку та лакування відбитків за один прогін, обладнують спеціальними лакувальними секціями. Поряд із такими секціями необхідне встановлення і секцій сушки (залежно від типу лаку), внаслідок чого друкарська машина стає ще більш дорогою та габаритною. Дисперсійними лаками можна також лакувати через фарбовий чи зволожувальний апарати друкарської машини.
Одним із досягнень розвитку технології лакування є так зване вибіркове лакування. На відміну від звичайного суцільного лакування відбитків, при вибірковому лак наноситься за допомогою звичайної офсетної або ж спеціальної еластичної форми — аналога друкарської форми флексографічного друку, лише на ті місця відбитка, де це потрібно. Окрім можливості створення спеціальних
88 ___________________________________________________________ Розділ 2
оздоблювальних ефектів, наприклад, підкреслення окремих елементів зображення, вибіркове лакування дає велику економію дорогого лаку, наприклад, при вибірковому лакуванні ілюстрацій, розташованих на сторінці разом із текстом. Вибіркове лакування є просто необхідним при друкуванні етикеткової або пакувальної продукції, оскільки лак не повинен наноситись на клапани (клей не буде добре змочувати та склеювати). Обмеженням до широкого впровадження вибіркового лакування є необхідність виготовлення спеціальних форм та встановлення лакувальних секцій з пристроями приведення зображення.
Спеціальні лакувальні машини призначені для лакування відбитків зараз застосовуються рідко. Але при відсутності в друкарській машині окремої лакувальної секції лакування проводять у звичайній друкарській секції, попередньо відключивши або розібравши (потрібно зняти нако-чувальні валики) зволожувальний апарат та встановивши на формний циліндр використану друкарську форму. Іноді для лакування застосовують не фарбовий, а зволожувальний апарат. Але і в цих випадках сушіння є необхідним.
При лакуванні на друкарській машині без сушильної секції, що в окремих випадках (наприклад, для лаків УФ-закріплення) просто недопустиме, потрібно значно уповільнювати швидкість роботи друкарської машини. Щоб відбитки не злипались між собою, їх треба одразу ж (невеликими партіями по 20—50 шт.) знімати з стапельного стола друкарської машини і розкладати для висушування, що вимагає великих площ.
Альтернативою лакуванню при виготовленні обкладинок книжково-журнальної продукції та при оздобленні аркушевих виробів є припресовування полімерної плівки (ламінування).








