 2015-08-13
2015-08-13 793
793Математическая модель формирования
древесностружечного ковра. Четкая работа формирующих машин в значительной степени определяет качество готовых плит, поскольку колебания веса стружечного пакета ведут к неодинаковым условиям их прессования, к получению плит различной толщины, а следовательно, к различным показателям качества готовых плит. Дозирование применяют объемное или с использованием порционных весов.
Исследованиями УкрНИИМОД определена статическая модель процесса формирования древесностружечного ковра в виде регрессионного уравнения
где у — среднее арифметическое коэффициента вариации плоского веса ковра; bi bii, bij — коэффициенты регрессии, отражающие линейные, квадратичные, парные эффекты взаимодействий (i = 1, 2,..., 4; j = 2,..., 5); x1 — положение валика питателя; х2 — расход проклеенной стружки; х3 — скорость конвейера питателя; х4 — положение валика дозатора; х5 — величина навески весов.
Динамическую модель процесса формирования древесностружечного ковра можно представить в виде структурной схемы (см. рис. 91, в), где v — скорость конвейера питателя; G — массный расход осмоленной стружки; L — положение разравнивающего валика; W Ocm — влажность осмоленной стружки; G c — масса стружечного пакета;  — толщина стружечного пакета; р — плотность.
— толщина стружечного пакета; р — плотность.
Передаточная функция по каналу «скорость конвейера питателя — масса стружечного пакета» имеет вид

Передаточная функция по каналу «массный расход осмоленной стружки G — толщина стружечного пакета  » записывается как
» записывается как

где k1 k2 — коэффициенты, зависящие от конструктивных данных объектов.
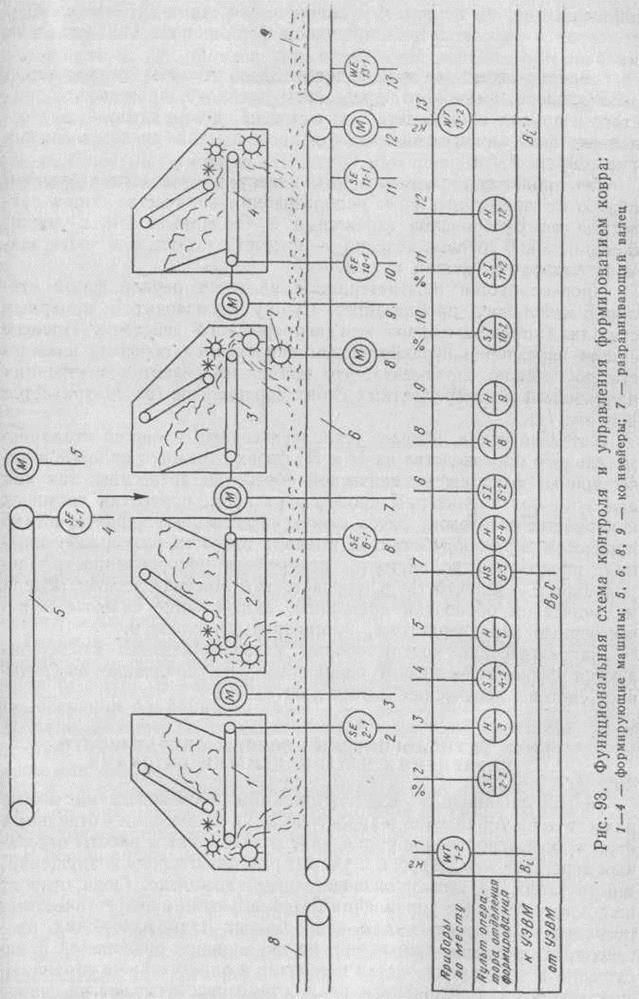
Исследование условий работы формирующих машин позволяет сформировать рациональные режимы и управление процессом насыпки древесных ковров в условиях многочисленных факторов, влияющих на вес пакета. Функциональная схема автоматического контроля и регулирования процессом формирования представлена нарис. 93.
 |








