 2015-08-13
2015-08-13 756
756Бункерные загрузчики могут иметь различные ориентирующие и выдающие устройства (ползунковые, дисковые, лопастные, элеваторные), но в деревообработке наибольшее распространение получили вибрационные (рис. 153, а). В вибробункер 1 — конусообразную или цилиндрическую емкость, загружают детали. По боковой внутренней поверхности бункера идет винтовая полка (лоток) 2 с углом наклона к горизонтали  <
<  ( — угол трения детали по поверхности лотка). Бункер подвешен на плоских пружинах 3 в нормальном положении, имеющих с горизонталью угол
( — угол трения детали по поверхности лотка). Бункер подвешен на плоских пружинах 3 в нормальном положении, имеющих с горизонталью угол  . Под дейстием вибратора 4 бункер совершает колебательные движения с малой амплитудой a и высокой частотой f в направлении под углом
. Под дейстием вибратора 4 бункер совершает колебательные движения с малой амплитудой a и высокой частотой f в направлении под углом  к лотку. Таким образом, на деталь будут действовать сила тяжести G и сила инерции F. Если бункер с малым ускорением переместить вправо на величину а, то и деталь вместе с лотком сместится на эту величину. Если бункер с большим ускорением вернуть в исходное положение, то сила F будет больше силы трения Р тр = Gf т (f т — коэффициент трения). Деталь проскальзывает по поверхности лотка. При соответствующей частоте вибраций деталь может отрываться от поверхности лотка и совершать полет.в течение некоторого времени цикла. Это вызывает перемещение детали за каждый цикл колебаний на величину а вверх по лотку. По ходу детали устанавливают различные отсекатели, которые обеспечивают выдачу в магазин 5 деталей, ориентированных правильно. На рис. 153, б показана деталь симметричная, в правильной ориентации относительно оси О. На рис. 153, в — развертка лотка 2 (вид сверху). Деталь 6, развернутая на 90° в горизонтальной плоскости, свалится, так как центр тяжести ее находится за пределами лотка (длина детали должна быть более чем в 2 раза больше ее ширины). Если деталь лежит на боку, ее плоскость повернута относительно продольной оси на 90° (деталь 7), то при продвижении по лотку деталь будет сброшена с него упором 8. Деталь, ориентированная правильно, пройдет под упором. Если деталь перевернута на 180° относительно вертикальной оси (деталь 9), то ее наружное перо провалится в вырез 10 лотка и при дальнейшем продвижении фасонным вырезом 11 в лотке и его бортике будет сброшена в бункер. Далее по лотку будут двигаться только детали 12, имеющие правильную ориентацию. Число и конструкция отсекателей зависят от конструкции детали. В конструкцию детали могут быть внесены конструктивные элементы специально для обеспечения ее ориентации в пространстве при автоматической загрузке в станок. Работа бункерных загрузчиков характеризуется тем, что их производительность колеблется в широких пределах — от максимальной до нуля. Это объясняется тем, что заполнение грузозахватных элементов носит случайный характер. Например, на лоток может попадать подряд несколько правильно ориентированных деталей. В этот промежуток времени производительность будет максимальная. Затем некоторое время детали не будут ложиться на лоток нужным образом. Поэтому для бункерных загрузчиков определяют среднюю производительность Q = Q max
к лотку. Таким образом, на деталь будут действовать сила тяжести G и сила инерции F. Если бункер с малым ускорением переместить вправо на величину а, то и деталь вместе с лотком сместится на эту величину. Если бункер с большим ускорением вернуть в исходное положение, то сила F будет больше силы трения Р тр = Gf т (f т — коэффициент трения). Деталь проскальзывает по поверхности лотка. При соответствующей частоте вибраций деталь может отрываться от поверхности лотка и совершать полет.в течение некоторого времени цикла. Это вызывает перемещение детали за каждый цикл колебаний на величину а вверх по лотку. По ходу детали устанавливают различные отсекатели, которые обеспечивают выдачу в магазин 5 деталей, ориентированных правильно. На рис. 153, б показана деталь симметричная, в правильной ориентации относительно оси О. На рис. 153, в — развертка лотка 2 (вид сверху). Деталь 6, развернутая на 90° в горизонтальной плоскости, свалится, так как центр тяжести ее находится за пределами лотка (длина детали должна быть более чем в 2 раза больше ее ширины). Если деталь лежит на боку, ее плоскость повернута относительно продольной оси на 90° (деталь 7), то при продвижении по лотку деталь будет сброшена с него упором 8. Деталь, ориентированная правильно, пройдет под упором. Если деталь перевернута на 180° относительно вертикальной оси (деталь 9), то ее наружное перо провалится в вырез 10 лотка и при дальнейшем продвижении фасонным вырезом 11 в лотке и его бортике будет сброшена в бункер. Далее по лотку будут двигаться только детали 12, имеющие правильную ориентацию. Число и конструкция отсекателей зависят от конструкции детали. В конструкцию детали могут быть внесены конструктивные элементы специально для обеспечения ее ориентации в пространстве при автоматической загрузке в станок. Работа бункерных загрузчиков характеризуется тем, что их производительность колеблется в широких пределах — от максимальной до нуля. Это объясняется тем, что заполнение грузозахватных элементов носит случайный характер. Например, на лоток может попадать подряд несколько правильно ориентированных деталей. В этот промежуток времени производительность будет максимальная. Затем некоторое время детали не будут ложиться на лоток нужным образом. Поэтому для бункерных загрузчиков определяют среднюю производительность Q = Q max  , где Q max — производительность максимальная (все детали поступают в ориентирующее устройство с нужной ориентацией), — коэффициент стабильности работы ориентирующего устройства (для вибрационных загрузчиков = 0,7
, где Q max — производительность максимальная (все детали поступают в ориентирующее устройство с нужной ориентацией), — коэффициент стабильности работы ориентирующего устройства (для вибрационных загрузчиков = 0,7  0,8, для механических = 0,1 0,6).
0,8, для механических = 0,1 0,6).
В схемах управления бункерными загрузчиками предусматривают отключение механизма выдачи деталей, если переполнение магазина может привести к поломке.
Четырехшарнирные петли для мебели и другие сложные комплектующие детали загружаются с помощью магазинных устройств. Причем изделия помещают в специальные пластмассовые кассеты.
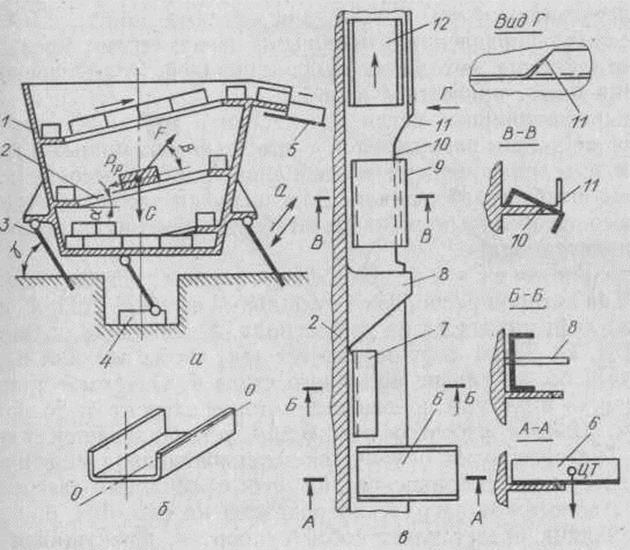
Рис. 153. Бункерный загрузчик:
а — схема загрузчика; б — деталь; в — развертка лотка








